ISBN 978-85-85905-10-1
Área
Química Tecnológica
Autores
Ferreira, M.E.S. (UEMS) ; Solaliendres, M.O. (UEMS) ; Anjos, G.T.C. (UEMS) ; Cardoso, C.A.L. (UEMS) ; Lunas, B.M.M. (UEMS) ; Batistote, M. (UEMS)
Resumo
A proposta desta pesquisa foi converter o bagaço de cana em etanol utilizando um processo que consiste em pré-tratamento, hidrólise e fermentação. O pré-tratamento foi realizado em banho termostático com temperatura de 70º C em solução de hidróxido de sódio 5% (m/v) por 1 hora. Na hidrólise as fibras do bagaço pré- tratado foram imersas em solução de ácido sulfúrico 25% (v/v) e levada a chapa aquecedora com temperatura de 100º C durante 1 hora. O processo fermentativo foi realizado utilizando o licor hidrolisado e a biomassa de uma levedura industrial. Os resultados mostraram um bom rendimento de massa obtida após pré-tratamento. A concentração de etanol no vinho foi em média 4,55% (m/m) comprovando que a levedura foi capaz de metabolizar o substrato e produzir etanol.
Palavras chaves
BIOMASSA; HIDRÓLISE; FERMENTAÇÃO
Introdução
O etanol de segunda geração pode ser obtido do bagaço de cana-de-açúcar que é constituído de aproximadamente 45 % de celulose, 25 % de hemicelulose e 23 % de lignina e 7 % de outros componentes. Para conversão deste material em etanol é necessário a realização de um pré-tratamento, seguido de hidrólise e fermentação (CAMPOS et al., 2011). O pré-tratamento químico é o mais utilizado, e tem como objetivo remover a lignina e minimizar a cristalinidade das fibras de celulose. A utilização de reagentes alcalinos tendem a promover maior dissolução da lignina (AGUIAR, 2010). A hidrólise ácida da biomassa pode ser realizada com soluções concentradas e diluídas. Nesta etapa ocorre rompimento das ligações glicosídicas das cadeias celulósicas e hemicelulósicas para obtenção dos carboidratos utilizados na fermentação (PAULA, 2009). Os ácidos, normalmente utilizados são ácidos sulfúrico e clorídrico (MILLER et al., 2012). Um dos micro-organismos mais eficientes para a produção de bioetanol é a levedura Saccharomyce cerevisiae, que consegue ter uma alta produção do álcool a partir da glicose e possui uma considerável tolerância ao bioetanol e a outros componentes inibidores nos hidrolisados ácidos de biomassa celulósica. (FERREIRA, 2012). A necessidade da otimização do processo de obtenção do etanol de segunda geração ainda é um grande desafio para os pesquisadores pela escassez da literatura sobre o tema, falta de equipamentos adequados ao uso dos produtos químicos, além da degradação dos açúcares hidrolisados pela acidez do meio. Dentro deste contexto, o trabalho teve como objetivo biodegradar o bagaço de cana-de-açúcar através do tratamento químico, avaliar a fermentação do hidrolisado utilizando linhagem industrial Catanduva -1 e quantificar o etanol produzido.
Material e métodos
As massas de bagaço de cana-de-açúcar utilizadas no pré-tratamento, foram pesadas, em duplicata, 20,0042 g e 20,0036 e denominadas de amostras B1 e B2, respectivamente. Inicialmente fez-se pré-tratamento da biomassa em solução de hidróxido de sódio 5% (m/v) em banho termostático com temperatura controlada em 70º C no período de 1 hora. Posteriormente a biomassa pré-tratada foi filtrada e seca em estufa a 100º C por cinco horas em temperatura. Para realização da hidrólise pesou-se 10,0009 g e 10,0005 g de bagaço de cana- de-açúcar pré-tratado B1 e B2, respectivamente. Nesse procedimento o material foi imerso em solução de ácido sulfúrico 25% (v/v) e submetido em chapa aquecedora por 1 hora. Em seguida realizou-se a filtração para obtenção do licor hidrolisado, o pH foi ajustado com hidróxido de bário (0,1 mol.L-1) para 5,0 e esterilizado a 120º C por 20 minutos. A utilização de ácido sulfúrico 25% m/v teve objetivo romper as ligações glicosídicas das fibras celulósicas liberando os açúcares fermentescíveis. A temperatura foi controlada no intuito de diminuir a degradação dos açúcares obtidos. Para a etapa de fermentação, uma colônia da levedura foi inoculada no meio YPD (1% extrato de levedo,1% peptona e 2% glicose) e cultivada por 24 horas a 30º C a 200 rpm. A biomassa obtida foi centrifugada e lavada por 3 vezes consecutivas. Foi adicionado 9 mL do hidrolisado em um tubo de ensaio e 1 mL da biomassa de levedura foram inoculados nos tubos em duplicata e incubados por 8 horas de fermentação a 30º C a 200 rpm. Foi observada a presença de bolhas e espuma no tubo de ensaio e a análise da concentração de etanol foi avaliada por cromatografia gasosa com detector de ionização em chama.
Resultado e discussão
Os resultados obtidos na etapa de pré-tratamento e hidrólise são mostrados na
Tabela 1. Pode-se observar um rendimento em torno de análise 75% de massa obtida
após o pré-tratamento. Esse valor está próximo do obtido no trabalho de SILVA
(2009) que realizou um tratamento hidrotérmico em autoclave em diferentes
temperatura durante 10 minutos, seguido de pré-tratamento com hidróxido de sódio
1% (m/v) a 100º C por uma hora. O rendimento de fibra pré-tratada obtido por
esse autor foi em média 70%.
Na avaliação fermentativa do hidrolisado, foi observada a presença de bolha no
tubo de Duran e espuma no tubo de ensaio, indicativo da fermentação. A Tabela 2
mostra o resultado da hidrólise e fermentação do licor hidrolisado pela linhagem
Catanduva-1. A média de volume de hidrolisado e de concentração de etanol foi
de 74 mL e 4,55 % (m/m)respectivamente. No trabalho
realizado por CAMPOS et al., (2011) utilizando ácido sulfúrico 2% (v/v) na
hidrólise do bagaço de cana e Saccharomyces cerevisiae Y-904 na fermentação não
foi evidenciando a produção de etanol. A hipótese mais provável para a
explicação deste resultado é a não realização de um pré-tratamento anteriormente
a hidrólise, uma vez que compostos fenólicos provenientes da lignina inibem a
atividade da levedura.
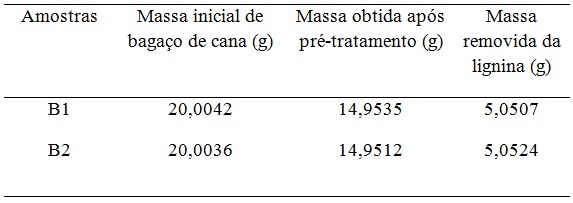
Avaliação do pré-tratamento do bagaço de cana
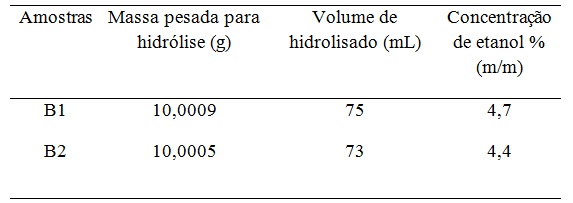
Avaliação da etapa de hidrólise e análise da quantificação de etanol
Conclusões
No pré-tratamento os dados mostraram que ocorreu uma perda de massa, referente a lignina solubilizada na solução de hidróxido de sódio. O rendimento de etanol foi em média 4,55 % (m/m) comprovando a disponibilidade de açúcares fermentescíveis no licor hidrolisado.
Agradecimentos
PETROBRAS, ANP, CNPq e FUNDECT
Referências
AGUIAR, C. M. Hidrólise Enzimática de Resíduos Lignocelulósicos Utilizando Celulases Produzidas Pelo Fungo Aspergillus Niger. Dissertação (Mestrado), UNIOESTE, Toledo-PR, 2010.
CAMPOS, A. G., SILVA, M. M., SILVA, M. A. Hidrólise de bagaço de cana-de-açúcar para obtenção de etanol. Piracicaba SP, 2011.
FERREIRA, L. C. C. Caracterização do potencial energético entre a produção de etanol celulósico e a cogeração a partir do bagaço de cana. Universidade de Brasília. Brasília, 2012.
MILLER, F., CALDEIRÃO, L., MARINELLI, C. D., SÉRGIO, P. Obtenção de açúcares fermentescíveis a partir da casca de laranja e bagaço de cana-de-açúcar. Analytica, São Paulo, v. 59, p. 50, 2012. Disponível em <http://www.revistaanalytica.com.br/artigos/11.pdf>. Acesso em 25 de Julho de 214.
PAULA, M. Hidrólise ácida de polpa de sisal: características do processo heterogêneo e estudo das reações correlatas. Universidade de São Paulo, Instituto de Química de São Carlos, 2009.
SILVA, V. F. N. Estudo de pré-tratamento e sacarificação enzimática de resíduos agroindustriais como etapas do processo de obtenção de etanol celulósico. Universidade de São Paulo, Lorena SP 2009.
Patrocinadores





Apoio





Realização
