ISBN 978-85-85905-15-6
Área
Química Verde
Autores
Prauchner, M.J. (UNB) ; Brandão, R.D. (UNB) ; de Freitas Júnior, A. (UNB) ; Suarez, P.A.Z. (UNB) ; Oliveira, S.C. (UNB) ; Reis, D.A. (UNB)
Resumo
Um dos grandes desafios da atualidade é a substituição dos derivados do petróleo por combustíveis obtidos a partir de fontes renováveis e menos poluentes. Nesse contexto, o objetivo do presente trabalho é a preparação, a partir de óleos vegetais, de misturas líquidas parafínicas visando ao emprego como bioquerosene para aviação. Para isso, procedeu-se a hidrodesoxigenação, catalisada por NiMoS2/Al2O3, de uma amostra de óleo de coco, seguida pela hidroisomerização na presença do catalisador bifuncional Pt/SAPO-11. Como resultado, foi obtido um biocombustível livre de oxigênio compostos basicamente por alcanos na mesma faixa de massas molares do querosene para aviação comercial, com elevada proporção de isômeros ramificados.
Palavras chaves
bioquerosene; hidroprocessamento; óleos vegetais
Introdução
Atualmente, o setor de aviação é responsável pela emissão de mais de 700 Mton de CO2 para a atmosfera anualmente. Devido a questões ambientais, o setor estabeleceu como objetivo reduzir essas emissões em pelo menos 50% até 2050, sendo que o desenvolvimento de biocombustíveis para aviação assume papel crucial para o cumprimento dessa meta. (IATA, 2014) Embora o Brasil se destaque pela produção e uso de etanol e biodiesel, estes não possuem propriedades adequadas para o setor de aviação. Um biocombustível ideal deve ter composição química similar à do querosene tradicional, de forma a atender ao conceito drop-in. Atualmente, misturas parafínicas livres de oxigênio têm sido obtidas a partir de biomassa, sendo que mais de 200 voos comerciais foram operados com combustíveis alternativos em 2014. As rotas que se encontram em estágios mais avançados são as que empregam o processo Fischer-Tropsch (FT), o hidroprocessamento de ésteres e ácidos graxos (HEFA – hydroprocessing of esteres and fatty acids), a fermentação de açucares a hidrocarbonetos (SIP – synthetic iso-paraffins) e a oligomerização de alquenos gerados a partir da desidratação de álcoois (ATJ – alcohol-to-jet). (IATA, 2014) Os biocombustíveis parafínicos obtidos a partir do método HEFA são conhecidos como Bio-SPK (de bio-derived synthetic parafinnic kerosenes). O hidroprocessamento consiste no tratamento térmico do precursor (óleos e gorduras vegetais, animais ou derivados de algas), sob pressão de H2, na presença de catalisadores heterogêneos. Inicialmente, tem-se a hidrogenação das insaturações, a separação das cadeias graxas a partir das moléculas de acilgliderídeos e a desoxigenação das cadeias. É aceito que a desoxigenação ocorra por meio de (MOHAMMAD et al, 2013): I. Descarboxilação: RCOOH => RH + CO2 II. Descarbonilação: RCOOH + H2 => RH + CO + H2O III. Hidrogenação/Desidratação: RCOOH + 3H2 => RCH3 + 2H2O Como a maior parte dos precursores lipídicos empregados até o momento (óleos de soja, pinhão manso, palma, canola etc) são formados majoritariamente por cadeias graxas lineares com 18 átomos de carbono, a maior parte dos hidrocarbonetos inicialmente gerados são os alcanos lineares C17 e C18. Por isso, o hidroprocessamento deve propiciar também o craqueamento das cadeias, de forma a aumentar a porcentagem de alcanos na faixa da querosene (principalmente de C10 a C15), além de sua isomerização, para melhorar as propriedades a frio do combustível. Finalmente, a mistura é fracionada para separação da fração correspondente à bioquerosene. (IATA, 2014) Os catalisadores que apresentam melhores resultados para a desoxigenação e para a isomerização não são os mesmos, de forma que o hidroprocessamento de óleos e gorduras vegetais e animais é usualmente realizado em duas etapas. Na primeira, denominada hidrodesoxigenação (HDO), são empregados sulfetos de metais de transição do grupo 6 (Mo ou W), promovidos por metais de transição com maior número de elétrons d (Ni ou Co), depositados sobre suportes de óxidos (CHORKENDORFF e NIEMANTSVERDRIET, 2003). Na segunda, denominada hidroisomerização (HIS), são empregados metais com propriedades hidrogenante/desidrogenante (Pt, Pd, Ni) depositados sobre suportes ácidos. (GONG, 2013) Apesar de já serem bastante empregados conceitualmente, os biocombustíveis para aviação ainda não são economicamente competitivos. Dessa forma, é importante que esforços sejam envidados visando a desenvolver novas opções de matérias-primas e tecnologias combinadas de refino. Nesse contexto, o presente trabalho diz respeito à avaliação do emprego do óleo de coco como precursor de Bio-SPK. O grande motivador para o emprego desse óleo é que ele é formado principalmente por cadeias C12-C16 e, dessa forma, a mistura não necessitaria passar pelas etapas de craqueamento e fracionamento, reduzindo assim os custos e aumentando o rendimento em bioquerosene. Em relação à viabilidade do emprego do óleo de coco, em primeiro lugar é válido salientar que ele pode ser obtido com altíssimo rendimento. Por exemplo, KARMAKAR et al (2010) reportaram rendimentos de 2.689 e 446 kg/ha para os óleos de coco e de soja, respectivamente. Em termos de preços, uma consulta ao website IndexMundi (<http://www.indexmundi.com/commodities/>) revela que, nos últimos 10 anos, os preços do óleo de coco no mercado internacional estiveram, na média, muito próximos aos do óleo de soja, responsável por cerca de 80% da produção brasileira de biodiesel. Cabe destacar que um aumento da produção e a otimização dos métodos de cultivo e produção do óleo contribuiriam para tornar os preços do óleo de coco mais competitivos, principalmente nas regiões de produção. Além disso, o cultivo do coco não demanda elevada quantidade de defensivos agrícolas e pode ser realizado em terras pouco férteis, o que é importante para não competir com a produção de alimentos. Finalmente, trata-se de cultura perene, capaz de gerar receita o ano inteiro e que não exige preparação do solo todo ano.
Material e métodos
Como substratos, empregou-se uma amostra comercial de óleo de coco (Dr. Orgânico), dodecano e ácido láurico (ambos Sigma-Aldrich, 98%). O catalisador NiMoS2/Al2O3, na forma de pellets, foi fornecido pela Petrobras. Já o catalisador Pt/SAPO-11 foi preparado depositando-se a Pt (0,5% em massa), a partir de uma solução aquosa de PtCl4, sobre o suporte SAPO-11 (ACS Materials), usando-se o método da impregnação via úmida (HABER et al, 1995). Os catalisadores tiveram suas estruturas porosas determinadas a partir das isotermas de adsorção/dessorção de N2 (77.3 K) obtidas em um equipamento Quantachrome NovaWin 2200e. A área superficial e o volume de microporos foram determinados pelo método BET e t-plot, respectivamente. O volume de mesoporos foi determinado subtraindo-se o volume de microporos do volume de N2 líquido adsorvido a p/p0 0,98. A acidez dos catalisadores foi determinada a partir da dessorção a temperatura programada (TPD) de piridina (MACEDO, 2007). A dispersão metálica no catalisador Pt/SAPO-11 foi determinada por quimissorção de H2, empregando-se o método de pulsos e um equipamento Altamira AMI-90R. Os teores de Ni e Mo no catalisador NiMoS2/Al2O3 foram determinados por fluorescência de raios X em um espectrômetro Shimadzu EDX-720p. Tanto os testes de HDO quanto os de HIS foram realizados em batelada, em um reator de aço inox de 100 mL. Antes da HDO, realizou-se a ressulfetação in situ do catalisador. Para isso, o reator contendo 0,80 g do catalisador e 0,50 mL de CS2 foi pressurizado a 30 bar com H2 e o sistema aquecido a 400 ºC por 1 h. Então, 10,0 g do substrato foram adicionados ao reator contendo o catalisador ressulfetado e o sistema foi pressurizado com H2 a 30 bar e aquecido até a temperatura desejada. Na etapa de HIS, os catalisadores foram reduzidos in situ. Para isso, o reator contendo 0,50 g do catalisador foi pressurizado com H2 a 20 bar e aquecido a 400 ºC por 1 h. Posteriormente, 10,0 mL do substrato foram adicionados e o sistema foi pressurizado com H2 a 30 bar e aquecido até a temperatura desejada. Os produtos das reações foram caracterizados por meio da determinação da acidez (método AOCS Cd3d63O) e de análises de espectroscopia na região do infravermelho (FTIR) empregando-se o método de Reflectância Total Atenuada em um equipamento Shimadzu IR Prestige-21. Análises cromatográficas qualitativas foram realizadas em um equipamento GC-2010 acoplado a um espectrômetro de massas GCMS-QP5050A (GC/MS), ambos da Shimadzu. A atribuição dos picos foi realizada a partir dos índices de Kovats e da interpretação dos espectros de massas e comparação com os da biblioteca digital Wiley Library CLASS-5000. Análises quantitativas foram realizadas em um cromatógrafo Shimadzu GC-2010 com um detector de ionização em chama (GC/FID). Em ambos os casos, empregou-se uma coluna de polidimetilsiloxano Rtx–5MS (30m; 0,25mm) e gradiente de temperatura: de 50ºC (5 min) a 270ºC (15 min) a 5ºC/min.
Resultado e discussão
No presente trabalho, a síntese de um biocombustível parafínico a partir do óleo de coco foi realizada por meio do método HEFA, com o hidroprocessamento sendo realizado em duas etapas: a HDO do óleo com o catalisador NiMoS2/Al2O3; a HIS, do óleo desoxigenado, com o catalisador bifuncional Pt/SAPO-11. Visto que os óleos e gorduras vegetais e animais consistem em complexas misturas de moléculas, inicialmente foram realizados testes empregando-se como material de partida compostos modelo, o que facilitou o entendimento das reações ocorridas e a caracterização dos produtos obtidos. Estes testes permitiram avaliar as condições reacionais para posterior aplicação ao hidroprocessamento do óleo.
HIDROSESOXIGENAÇÃO DO ÁCIDO LÁURICO
Como a HDO de compostos lipídicos envolve, primeiramente, a rápida conversão dos acilglicerídeos aos respectivos ácidos (MOHAMMAD, 2013) e o óleo de coco é constituído principalmente por ésteres de ácido láurico (HARMAKAR, 2010), este ácido foi empregado como composto modelo para os testes de HDO.
Inicialmente, a HDO do ácido láurico em presença do catalisador NiMoS2/Al2O3 foi realizada a uma temperatura relativamente elevada, 400 ºC, de forma a propiciar uma avaliação acerca da viabilidade de se realizar as reações de desoxigenação com o sistema reacional empregado (catalisador e reator, principalmente). O índice de acidez do produto obtido após 1 h de reação foi de apenas 0,32 mg/g. Ainda, as análises de FTIR mostraram que a reação levou ao desaparecimento das absorções características de ácidos carboxílicos, restando apenas as absorções características de alcanos. Estes resultados demonstraram que, a 400 ºC, 1 h foi suficiente para propiciar uma eficiente desoxigenação do ácido.
Na sequência do trabalho, avaliou-se a possibilidade de empregar temperaturas mais baixas e a influência disso sobre a composição do produto obtido. As medidas de acidez e as análises dos espectros FTIR demonstraram que temperaturas mais baixas também permitem que se tenha uma eficiente desoxigenação do ácido. Entretanto, maiores de tempos de reação fizeram-se necessários: 3 e 6 h para as reações a 340 e 280 ºC, respectivamente.
Nos cromatogramas dos produtos das reações a 400, 340 e 280 ºC por 1, 3 e 6 h, respectivamente, não foi possível detectar a ocorrência do pico relativo ao ácido, bem como de outros compostos oxigenados, o que confirma que a desoxigenação das moléculas foi realizada com êxito. Os cromatogramas também mostraram que os principais compostos formados foram o undecano, resultado das reações de descarbonilação ou descarboxilação, e o dodecano, resultado das reações de hidrogenação/desidratação.
Os picos do dodecano e do undecano foram acompanhados por picos de seus isômeros de cadeia, principalmente dos isômeros monorramificados, mas em intensidades bastante baixas. Além dos hidrocarbonetos C11 e C12, foi verificada também a ocorrência de produtos de reações de craqueamento (<C11). A presença desses compostos foi considerável para a reação realizada a 400 ºC, mas bastante baixa para as reações a 340 e 280 ºC. Em relação às reações realizadas a 280 ºC, uma observação muito importante é de que foi constatada a formação de coque no produto, na forma de um pó muito fino disperso na mistura líquida. Esse fenômeno decorre de reações de aromatização e condensação de aromáticos, que são termodinamicamente favorecidas em baixas temperaturas.
HIDROISOMERIZAÇÃO DO DODECANO
Para os testes de HIS, usou-se como composto modelo o dodecano, um dos dois principais produtos da HDO do ácido láurico. Os testes foram realizados nas temperaturas de 325, 350 e 375 ºC. Os resultados demonstraram que, a 325 ºC, a isomerização é bastante lenta, de forma que, após 8 h de reação, o rendimento em compostos iso-C12 foi de apenas 13,1%. Com o emprego de temperatura mais elevadas, a velocidade das reações de isomerização aumentou substancialmente, de forma que, após 8 h de reação, a proporção de compostos iso-C12 atingiu 23,4% e 56,4% para as reações conduzidas a 350 e 375 ºC, respectivamente. No que diz respeito ao craqueamento, os resultados demonstram que, até 350 ºC, ele é pouco pronunciado, sendo verificados rendimentos em compostos <C12 iguais a 1,5 e 2,6% para os testes realizados por 8 h a 325 e 350 ºC, respectivamente. Entretanto, para a temperatura de 375 ºC, o rendimento em craqueados subiu consideravelmente, atingindo 14,5% após 8 h de reação.
HIDROPROCESSAMENTO DO ÓLEO DE COCO
Conforme reportado acima, tanto a desoxigenação quanto a isomerização das cadeias são favorecidas em temperaturas mais elevadas; mas, em contrapartida, também são favorecidas as reações de craqueamento. Por um lado, a presença de compostos com baixa massa molar, resultantes das reações de craqueamento, é favorável porque contribui para reduzir o ponto de congelamento da mistura. Por outro, eles aumentam a volatilidade do combustível e, com isso, seu ponto de fulgor. No caso específico da querosene de aviação, um ponto de fulgor reduzido é característica essencial para tornar seguro seu manuseio e estocagem. Dessa forma, no presente trabalho, optou-se por realizar o HDT do óleo de coco em temperaturas moderadas: 340 e 350 ºC para a HDO e a HIS, respectivamente.
Diferentemente do que ocorreu para o ácido láurico, um período de tempo de 3 h a 340 ºC não foi suficiente para propiciar uma eficiente desoxigenação do óleo de coco. Para a mistura obtida após 3 h de reação, a acidez medida foi de 6,33 mgKOH/g; além disso, o espectro de FTIR (Figura 1.b) contém absorções características de ácidos carboxílicos e, nos cromatogramas, picos referentes aos ácidos láurico e mirístico foram identificados. Entretanto, aumentando-se o tempo reacional para 6 h, a desoxigenação ocorreu de maneira satisfatória, de forma que, para o produto obtido: a acidez foi de apenas 0,23 mg KOH/g; o espectro de FTIR (Figura 1.c) apresentou apenas absorções correspondentes a alcanos; não foram identificados, no cromatograma (Figura 2.a), os picos referentes aos ácidos láurico e mirístico, bem como a qualquer outro composto oxigenado.
As observações acima confirmam que, durante a HDO do óleo de coco, os acilgliceróis são primeiramente hidrolisados para formar os respectivos ácidos carboxílicos. Obviamente, a disponibilidade de moléculas do ácido para sofrer as reações de desoxigenação é sempre mais restrita do que nas reações em que já se partiu do ácido carboxílico puro, o que justifica a necessidade de um maior período de tempo para se chegar a uma eficiente desoxigenação.
O cromatograma da Figura 2.a demonstra que o produto da HDO do óleo de coco a 340 ºC por 6 h é constituído basicamente pelos alcanos lineares de C7 a C18. Os alcanos com número par de átomos de carbono resultam das reações de hidrogenação/desidratação das cadeias graxas constituintes do óleo de coco; os alcanos com número ímpar, de reações de descarbonilação ou descarboxilação, as quais levam à subtração de um átomo de carbono. É válido destacar que, em consonância com o verificado no teste com o ácido láurico, os picos com número ímpar de átomos de carbono (Cn-1) apresentam sempre intensidade maior do que o pico com número par de átomos de carbono subsequente (Cn). As intensidades dos pares “Cn + Cn-1” estão de acordo com a proporção das cadeias graxas na composição do óleo de coco: C12 >> C14 > C16 ≈ C18 ≈ C10 ≈ C8.
A comparação dos cromatogramas da Figura 2 demonstra que o óleo de coco desoxigenado apresenta uma distribuição de compostos, em termos de tamanho de cadeia, muito próxima à do bioquerosene de aviação comercial QAV-1), porém com baixo teor de isômeros ramificados. Entretanto, a HIS na presença do catalisador Pt/SAPO-11 permitiu aumentar significativamente esse teor. Para 8 h de reação a 350 ºC, a proporção de compostos ramificados atingiu 51%.
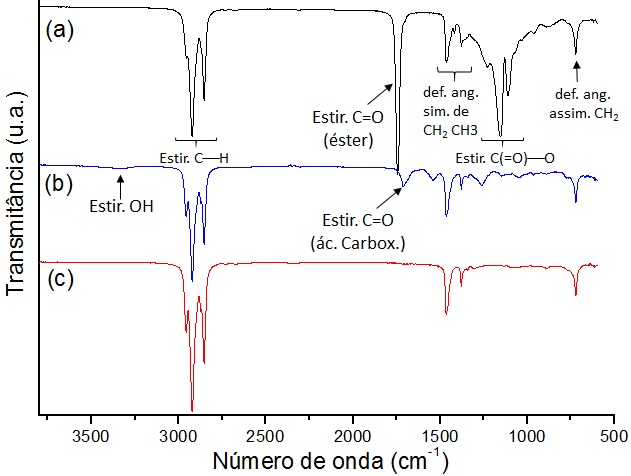
Espectros de FTIR do (a) óleo de coco e dos produtos de sua HDO utilizando o catalisador NiMoS2/Al2O3 a 340 ºC por (b) 3 e (c) 6 h.
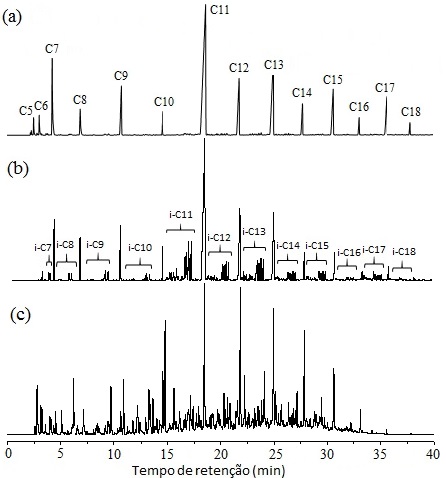
Cromatogramas GC/FID dos produtos da (a) HDO do óleo de coco e da (b) HIS do óleo de coco desoxigenado, e do (c) querosene para aviação QAV-1.
Conclusões
O presente trabalho demonstrou o potencial de preparação de biocombustíveis para aviação a partir do óleo de coco, por meio da rota HEFA, empregando-se os catalisadores NiMoS/Al2O3 e Pt/SAPO-11 para as etapas de HDO e HIS, respectivamente. Tanto a desoxigenação quanto a isomerização das cadeias são favorecidas em temperaturas mais elevadas; mas, em contrapartida, também são favorecidas as reações de craqueamento. Temperaturas na faixa de 340 a 350 ºC, associadas a uma pressão inicial de H2 de 30 bar, propiciam uma eficiente desoxigenação e isomerização das moléculas, com baixa taxa de craqueamento. Isso é importante para a obtenção, com elevado rendimento, de biocombustíveis com poder calorífico, ponto de fulgor e propriedades a frio adequados para o setor de aviação. Os trabalhos realizados permitiram a obtenção de um biocombustível líquido constituído basicamente por compostos parafínicos, com distribuição de tamanhos de cadeia muito próxima à do bioquerosene de aviação comercial QAV-1 e grau de isomerização superior a 50%. É válido destacar que esse produto foi obtido sem o emprego das etapas de hidrocraqueamento e fracionamento usualmente utilizados durante os processos de síntese de biocombustíveis para aviação. Como etapa subsequente do trabalho, pretende-se aumentar a escala das reações, de forma a se obter quantidades de biocombustível que permitam uma adequada caracterização de suas propriedades físico-químicas. Assim, será possível realizar uma avaliação da compatibilidade do biocombustível com as normas que regulamentam o setor de aviação e, eventualmente, estudar modificações das condições de processo que permitam uma melhor adequação das propriedades.
Agradecimentos
Os autores agradecem à Petrobras, que gentilmente cedeu o catalisador NiMoS2/Al2O3 empregado no trabalho, e ao CNPq pelas bolsas de iniciação científica concedidas a Oliv
Referências
CHORKENDORFF, I.; NIEMANTSVERDRIET, J. W.. Concepts of Modern Catalysis and Kinetics. Weinheim: WILEY, 2003.
GONG, S.; CHEN, N.; NAKAYAMA, S; QIAN, E. W.. Isomerization of n-Alkanes Derived from Jatropha Oil over Bifunctional Catalysts. Journal of Molecular Catalysis A: Chemical, v. 370, p. 14–21, 2013.
HABER, J.; BLOCK, J. H.; DELMON B.. Manual of methods and procedures for
Catalyst characterization. Pure & Appl. Chem., v.67, p. 1257-1306, 1995.
IATA. Report on Alternative Fuels. 2014. Disponível em: <http://rsb.org/pdfs/documents_and_resources/IATA%202014-report-alternative-fuels.pdf>. Acesso em 08/08/2015.
KARMAKAR, A.; KARMAKAR, S.; MUKHERJEE, S.. Properties of various plants and animals feedstocks for biodiesel production. Bioresource Technology, v.101, p. 7201–7210, 2010.
MACEDO, J. L. Preparação e Caracterização de Materiais com base Zeolítica para Aplicação em Catálise. Brasília, 2007. Tese de Doutorado. Universidade de Brasília.
MAHER, K. D.; BRESSLER, D.C..Pyrolysis of triglyceride materials for the productionof renewable fuels and chemicals. Bioresource Technology, v. 98, p. 2351-2368, 2007.
MOHAMMAD, M.; HARI, T. K.; YAAKOB, Z.; SHARMA, Y. C.; SOPIAN, K. Overview on theproduction of paraffin based-biofuels via catalytic hydrodeoxygenation. Renew. Sustain.Energy Rev., v. 22, p. 121-132, 2013.
Patrocinadores








Apoio









Realização

