DESACIDIFICAÇÃO DE ÓLEO VEGETAL POR MICROFILTRAÇÃO EM SISTEMA NÃO AQUOSO
ISBN 978-85-85905-21-7
Área
Química Verde
Autores
Guedes, A.M.M. (EMBRAPA AGROINDÚSTRIA DE ALIMENTOS) ; Antoniassi, R. (EMBRAPA AGROINDÚSTRIA DE ALIMENTOS) ; Tonon, R.V. (EMBRAPA AGROINDÚSTRIA DE ALIMENTOS) ; da Matta, V.M. (EMBRAPA AGROINDÚSTRIA DE ALIMENTOS) ; da Silva, L.F.M. (EMBRAPA AGROINDÚSTRIA DE ALIMENTOS) ; Wilhelm, A.E. (EMBRAPA AGROINDÚSTRIA DE ALIMENTOS) ; Braga, J.R. (UFRRJ)
Resumo
O objetivo deste trabalho foi avaliar a viabilidade da microfiltração (MF) como um processo de desacidificação de óleo vegetal. Para tanto, foi utilizado um sistema modelo de óleo pré-emulsificado e um sistema de microfiltração com membranas poliméricas e cerâmicas, usando álcool etílico como solvente. A membrana de polietersulfona (PES) foi capaz de quebrar a emulsão; entretanto, não foi seletiva para o ácido oleico. Baixos fluxos e, consequentemente, baixos rendimentos, foram obtidos para a maioria das relações solvente-óleo e condições operacionais utilizadas. Quando a melhor condição em termos de extração líquido-líquido foi aplicada, a permeabilidade da membrana foi afetada negativamente e o fluxo foi altamente reduzido na menor razão óleo-solvente aplicada.
Palavras chaves
microfiltração; acidez; emulsão
Introdução
Em processos de refino de óleo, a remoção de ácidos graxos livres é uma operação difícil e de elevado impacto econômico e consumo de reagentes. A desacidificação química é o método mais comumente utilizado para isto, em que são removidos ácidos graxos livres, pigmentos e fosfolipídios, entre outras impurezas. Têm se buscado alternativas a esse método, tais como a extração por fluido supercrítico, a extração por solvente (ARTZ; KINYANJUI; CHERYAN, 2005) e a separação por membranas. Nesta última o uso de solventes pode auxiliar no aumento da permeabilidade da membrana, que pode ser um problema (BHOSLE; SUBRAMANIAN, EBERT, 2005; BHOSLE; SUBRAMANIAN, 2005; COUTINHO et al, 2009). A combinação de separação por membrana com pré- tratamento de neutralização ou extração líquido-líquido, pode elevar a eficiência do processo. No entanto, no primeiro caso, a maior desvantagem é a hidrólise de triacilglicerois, enquanto no último, o aumento do uso de solventes (MANJULA, SUBRAMANIAN, 2006). Embora considerada uma alternativa potencial de tecnologia limpa, ainda são necessários avanços nos estudos da viabilidade técnica dos processos de desacidificação por membrana. A emulsificação por membrana é um processo conhecido, no entanto, também se sugere a quebra de emulsão utilizando pressão e tipo de membrana adequadas no processo (RAGHAVARAO et al., 2005). De acordo com Coutinho et al (2009), membranas poliméricas são meios efetivos para quebra de emulsões óleo em água. Em geral, quanto menor tamanho de poro, melhor a separação dos componentes dessa emulsão. Koltuniewicz et al (1995) avaliaram a MF de emulsão por membranas poliméricas para a separação de óleo e água em emulsões e consideraram esse o método mais apropriado para tal propósito. Desse modo, a formação de emulsões por método convencional (em homogeneizador do tipo rotor-estator) utilizando uma fase dispersa carreando ácidos graxos livres em óleo seguida por quebra de emulsão utilizando separação por membrana pode representar uma opção promissora para desacidificação de óleos. No presente trabalho investigou-se a quebra de emulsão como alternativa à desacidificação direta para reduzir a influência de pequenas diferenças de massas moleculares entre triacilglicerois e ácidos graxos livres na capacidade de separação desses componentes por membranas de MF.
Material e métodos
Os componentes do sistema modelo, ou seja, a mistura a ser emulsificada no processo, foram: óleo de soja refinado comercial; ácido oleico (Fluka 75096, 65-88%, Sigma-Aldrich, Munich, Germany); álcool etílico (Tedia ER0515-001, Absolute, 200 Proof); água destilada. Membranas planas poliméricas (polietersulfona com polietileno/polipropileno como suporte, MICRODYN-NADIR) foram cortadas em discos de 0,123 m de diâmetro, diâmetro interno de 0,097 m. Membranas cerâmicas de α-alumina (Membralox T1-70, PALL: Pall Corporation) foram selecionadas por sua estabilidade em meios ácido e básico (TSURU, 2003); possuindo diâmetro de canal de 0,007 m, 0,005 m2 de área de filtração e 0,25 m de comprimento. No sistema de separação utilizando membrana polimérica os experimentos foram realizados utilizando um sistema de bancada com módulo em fluxo tangencial (modelo C40-B, Nitto Dento) e a pressão aplicada foi ajustada por manômetro. O módulo foi conectado ao tanque de alimentação. Pressão e temperatura foram mantidas nas faixas 0,5-1 MPa e 40-45°C, respectivamente. A unidade foi operada em batelada, com alimentação de 3000g de amostra de emulsão e cada experimento foi interrompido após 270-300 min. Já o sistema de separação por membrana cerâmica compreendia um módulo de fluxo tangencial em escala de bancada (Membralox T1-70, Pall Co.) com bomba de cavidade (M16CF, PCM, Levallois-Perret, France) operando a 6 bar e 1500 rpm a 45°C com trocador de calor para controle de temperatura, medida por termopar. A unidade foi operada em batelada com alimentação de 1500g de amostra de emulsão em tanque encamisado e cada experimento foi interrompido após 270-300 min. O teor de ácidos graxos livres foi determinado por neutralização de acordo com o método Ca 5a-40 da AOCS (2009), sendo o percentual expresso como ácido oleico. Para correção dos cálculos, o álcool etílico de cada amostra coletada durante o processo (alimentação no início, retentado e permeado no fim) foi evaporado e a diferença de massa obtida foi utilizada no cálculo do percentual de álcool etílico contido nessas amostras, o que permitiu o cálculo do teor de ácidos graxos livres. Para o preparo de emulsão, ácido oleico (adicionados na proporção de 3% com relação à massa total de mistura), óleo de soja, álcool etílico e água destilada em diferentes concentrações (82 e 98%) foram misturados utilizando-se um homogeneizador do tipo rotor-estator (Ultra Turrax® IKA T18 Basic Wilmington, USA) a 20000 rpm por 4 min. O percentual de rejeição de ácido oleico (Ro), obtido, assumindo-se constante durante o experimento, foi calculado de acordo com a seguinte equação: Ro=100(ln (CRf/CRi)/(Wi/Wf)) (1) em que CRi e CRf são as concentrações de ácido oleico da alimentação e do retentado (kg/kg óleo) e Wi e Wf são suas respectivas massas (kg). O fluxo de permeado foi calculado por: J=W/(t ×A) , (2) em que J é o fluxo de permeado (kg/m2.h), W é a massa de permeado (kg), t o tempo (h) e A é a
Resultado e discussão
A concentração de álcool etílico de 82% visava à aproximação das condições
ideais para extração líquido-líquido de ácido oleico de óleos vegetais
(ANTONIASSI, 1996), embora utilizando sistema diferente para promoção de
contato entre os componentes.
Nos testes realizados em membranas poliméricas, somente no experimento 1
houve quebra de emulsão e nenhum deles foi seletivo para ácido oleico. No
experimento 2, comparado com o experimento 1, a maior diluição de álcool
etílico que visava à maior extração líquido-líquido, não favoreceu a
solubilidade de ácido oleico em álcool, impedindo, inclusive, permeação de
amostra durante o teste. No experimento 3 maior pressão e temperatura foram
aplicadas para a mesma concentração de álcool etílico e a consequência foi o
aumento do teor de ácido oleico no retentado.
Nas membranas cerâmicas pressão e temperatura foram mantidos constantes e a
nos experimentos 8 e 9 houve redução de acidez no retentado, sendo mais
intensa com 15% de álcool etílico, que foi a maior concentração utilizada
para este tipo de membrana no presente estudo, sendo os demais parâmetros
mantidos constantes.
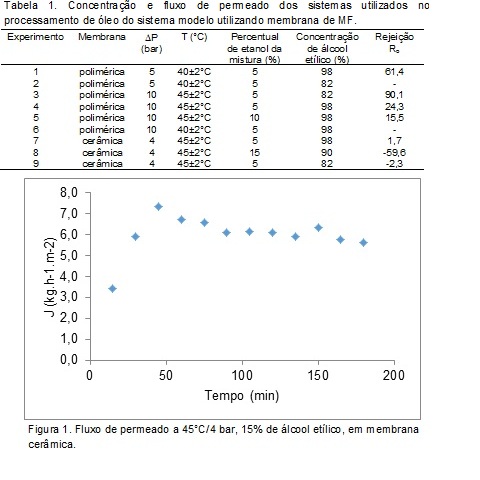
Rejeição negativa significa maior permeação de ácido oleico com relação aos
triacilglicerois. No experimento 8 o teor mais elevado de álcool etílico
parece ter contribuído para o aumento da solubilidade e carreamento de ácido
oleico, no entanto, o fluxo de permeado observado foi baixo (Figura 1), na
faixa de 6-7,5 kg/m2h.
Conclusões
A microfiltração mostrou-se adequada para quebra de emulsão com 5% de álcool etílico a 98%, ou seja, mínimo teor de água adicionado. Maiores de teores de água não são capazes de melhorar a permeabilidade ou a seletividade da membrana para ácido oleico. Membranas cerâmicas necessitam de maior teor de solvente para gerar maior índices de rejeição do soluto ácido oleico.
Agradecimentos
Os autores agradecem a FAPERJ pelo apoio financeiro.
Referências
AMERICAN OIL CHEMISTS’ SOCIETY. Official methods and recommended practices of the AOCS. Champaign: AOCS Press,2009.
ANTONIASSI, R. Desacidificação de óleo de milho com etanol em coluna de discos rotativos (RDC). 1996. 208p. Tese (Doutorado em Tecnologia de Alimentos) –Universidade Estadual de Campinas, Campinas, SP, 1996.
ARTZ, W. E.; KINYANJUI, T.; CHERYAN, M. Deacidification of soybean oil using supercritical fluid and membrane technology. Journal of the American Oil Chemists' Society, v. 82, n. 11, .p 803–808, 2005.
BHOSLE, B. M.; SUBRAMANIAN, R.; EBERTB, K. Deacidification of model vegetable oils using polymeric membranes. European Journal of Lipid Science and Technology, 107, p. 746–753, 2005.
BHOSLE, B.M.; SUBRAMANIAN, R. New approaches in deacidification of edible oils––a review, Journal of Food Engineering, v. 69,p. 481–494,2005.
COUTINHO, C. M.; CHIU, M. C.; BASSO, R. C.; RIBEIRO, A. P. B.; GONÇALVES, L. A. G.; VIOTTO, L. A. State of art of the application of membrane technology to vegetable oils: A review. Food Research International, v.42, p. 536-550, 2009.
KOLTUNIEWICZ, A.B.; FIELD, R.W.; ARNOT, T.C. Cross-flow and dead-end microfiltration of oily-water emulsion. Part I: Experimental study and analysis of flux decline. Journal of Membrane Science, v.102, p.193-207, 1995.
MANJULA, S.; SUBRAMANIAN, R. Membrane technology in degumming, dewaxing, deacidifying, and decolorizing edible oils. Critical reviews in food science and nutrition, v. 46, n. 7, p. 569-592, 2006.
RAGHAVARAO, KSMS; NAGARAJ, N.; PATIL, G.; BABU, B. R.; NIRANJAN, K. Athermal Membrane Processes for the Concentration of Liquid Foods and Natural Colours. In: SUN, D-W. Emerging Technologies for Food Processing. Chap. 10, p. 251-277. London: Academic Press, Elsevier, 2005.































