PLANEJAMENTO FATORIAL NA OTIMIZAÇÃO DO TRATAMENTO DE EFLUENTE TÊXTIL E SANITÁRIO INDUSTRIAL
ISBN 978-85-85905-23-1
Área
Ambiental
Autores
Dias Hanauer, D.H. (UFSJ) ; Neves Lana, M. (UFSJ) ; Silva, A.P. (UFSJ) ; Sousa Monteiro, F. (UFSJ) ; de Faria, M. (UFSJ) ; Zelayaran Melgar, L. (UFSJ) ; Romano Nucci, E. (UFSJ)
Resumo
A indústria têxtil gera grande volume de efluente e o maior desafio enfrentado pela indústria está relacionado com o descarte e recuperação dos resíduos gerados. O objetivo é avaliar o tratamento dos resíduos gerados na indústria têxtil, através da técnica de eletrocoagulação para remoção de DQO, cor e turbidez. Foram utilizadas amostras de resíduos de efluente fornecido por uma indústria têxtil localizada no estado de Minas Gerais em conjunto com o sanitário. As condições ótimas para o tratamento de efluente foi de pH 5 e 2,2 g L-1 de NaCl, com 35 minutos de tempo de operação. Os resultados mostraram eficiência de remoção de turbidez de 92,68 % e remoção de carga orgânica de 82,92%.
Palavras chaves
eletrocoagulação; planejamento fatorial; efluente têxtil
Introdução
O Brasil é o quinto maior produtor têxtil do mundo com o quarto maior parque produtivo de confecção. Possui em torno de 29 mil empresas formais, é o único país do ocidente a nutrir toda a cadeia ativa. As indústrias têxteis consomem grandes volumes de água e produtos químicos durante os processos têxteis a úmido (MANENTI, 2014). Um dos maiores desafios enfrentados pela indústria está relacionado com a recirculação desses descartes e recuperação dos produtos químicos e subprodutos, com o objetivo de reduzir custos com tratamento dos efluentes. O tratamento convencional é realizado pela coagulação e precipitação do efluente com a adição de auxiliares químicos que produzem uma quantidade grande de lodo composto por corantes, sulfato de alumínio e/ou sulfato ferroso, cal e polímeros (BELAN, 2014). Uma alternativa de tratamento dos resíduos da indústria têxtil é a técnica empregada nos processos de eletrocoagulação, sendo uma alternativa eficaz para o atendimento as legislações ambientais. Uma grande vantagem deste processo é a baixa geração de lodo residual comparado ao tratamento biológico. O processo consiste em submeter o efluente às reações de oxidação e redução, o que propicia a ocorrência de processos de floculação, seguidos da flotação de parte da carga poluidora. Como o campo elétrico promove o maior contato até entre as menores partículas coloidais, essas também são mais facilmente removidas. Além de tudo isso, limita o uso de substâncias químicas, levando a um menor impacto negativo que essas substâncias poderiam causar quando lançadas ao meio ambiente ou mesmo para posterior tratamento do lodo gerado (SINOTI; SOUZA, 2013). O objetivo deste trabalho é propor um método alternativo de tratamento de efluentes gerados na indústria têxtil e otimizar as condições de operação do reator de eletrocoagulação.
Material e métodos
Os ensaios de eletrocoagulação foram realizados em um reator em batelada montado em laboratório, em escala de bancada, construído em acrílico 2 mm e eletrodos de alumínio. Os eletrodos foram construídos com oito placas de alumínio de 2 mm de espessura, com área superficial de 124,2 cm². Cada ensaio foi realizado com um volume de 0,90 L de efluente bruto. A distância entre os eletrodos de alumínio foi de 1,3 cm. Utilizou-se um reator do tipo monopolar com conexão em paralelo, alimentado por uma fonte ajustável de corrente contínua. A temperatura do efluente no momento de condução dos ensaios de eletrocoagulação foi de 25 °C. Durante todo o tempo de aplicação da corrente elétrica, o efluente foi mantido sob agitação. Foram coletadas amostras em triplicata de cada experimento para as análises de DQO e turbidez do efluente. -Caracterização dos efluentes bruto e tratado: Para a realização deste estudo, utilizou-se efluente real (industrial e sanitário), fornecido por uma indústria têxtil localizada no estado de Minas Gerais, Brasil. A mesma utiliza o processo de tratamento biológico, com lodos ativados, para tratar seus efluentes antes de lançá-los ao corpo receptor. Para caracterização do efluente bruto, foram analisados os parâmetros de DQO, pH e turbidez. Os procedimentos foram realizados de acordo com a metodologia proposta no Standard Methods for the Examination of Water and Waste water (APHA, 2012). Ensaios preliminares para determinação do tempo de operação: O tempo de eletrocoagulação foi determinado coletando amostras do efluente durante o processo em diferentes tempos. Para todos os ensaios de eletrocoagulação, os parâmetros utilizados nos ensaios foram de pH 6,5 (pH do efluente); o potencial em 6 V e sem adição de NaCl . O tempo ótimo foi determinado pela análise da eficiência de remoção de turbidez do efluente tratado em cada experimento. Planejamento Fatorial: De acordo com o planejamento fatorial (Tabela 1), foram necessários 11 experimentos para determinar as melhores condições de operação tendo como variáveis dependentes o pH, corrente e condutividade. O estudo prevê a análise de cada uma das variáveis independentes a diferentes níveis e as iterações entre elas. Os ensaios experimentais ocorreram de forma análoga aos ensaios preliminares, com o tempo fixo determinado a partir destes. A condutividade do efluente foi controlada pela adição de cloreto de sódio (NaCl). Os resultados obtidos na caracterização do efluente tratado, as variáveis de reposta (remoção DQO, pH e turbidez), foram analisados e utilizados para obter a superfície de resposta, que nos mostrou as condições ótimas de operação. Para isso, utilizou-se o software Minitab 17 e o Statistica 7.0
Resultado e discussão
Para caracterização da qualidade do efluente bruto e do efluente tratado
pela própria empresa, os parâmetros analisados foram: turbidez, DQO e
consumo energético. Os resultados da caracterização destes efluentes são
apresentado na Tabela 1.-Ensaio Preliminar:Foram realizados três ensaios
preliminares afim de se estabelecer o melhor tempo de residência do efluente
no reator. Os tempos de reação avaliados foi de 20, 30 e 40 minutos, com
potencial de 6V, corrente de 1,88A, pH igual a 6,5 e sem adição de NaCl.
Como resposta foram avaliados os valores de turbidez. Percebeu-se que nos
primeiros 30 minutos de reação houve uma remoção de 97% da turbidez. Após os
30 minutos, não se observou diferenças consideráveis na redução da turbidez.
Assim, determinou-se o tempo de operação de 35 minutos.-Experimentos
Planejamento Fatorial: Em cada experimento o reator operou por 35 minutos
sob as condições indicadas na Tabela 1, onde consta variações de pH,
corrente e condutividade (concentração de NaCl). Foram avaliados como
resposta a Eficiência de remoção da Turbidez, Eficiência remoção da Demanda
Química de Oxigênio (DQO) e o Consumo Energético. Os resultados dos
experimentos do planejamento experimental são mostrados na Tabela 1. Para a
resposta turbidez pôde-se observar que as variações de pH, corrente e
concentração de NaCl se evidenciaram bastantes significativas. A Figura 1a
ilustra como a variação nos valores desses parâmetros, do maior para o menor
valor, altera a redução da turbidez. Houve um destaque para a variável pH,
onde nota-se uma maior variação. Obteve-se uma alta remoção de turbidez,
principalmente nos ensaios realizados com pH variando entre 5 e 6,5. Em
seguida a variação da concentração de NaCl influenciou na redução da
turbidez. A variação dos valores de corrente se mostrou um pouco menos
influente na variação dos valores da turbidez. Através da análise de
variância, pode observar que as variáveis independentes não representaram
significância na otimização dos valores de DQO, visto que o valor de “P-”
foi superior a 0,05 em todos os casos. A Figura 1b ilustra como a variação
nos valores das variáveis independentes que quando houve uma variação destas
do menor para o maior valor, altera a redução de DQO. Para a variável
resposta Consumo Energético (Figura 1c), o aumento da corrente aumenta o
consumo energético, enquanto a adição de NaCl reduz este consumo e variação
dos valores de pH não influenciam nesta variável resposta. A análise de
variância é um teste estatístico amplamente difundido entre os analistas, e
visa fundamentalmente verificar se existe uma diferença significativa entre
as médias e se os fatores exercem influência em alguma variável dependente.
Em uma Anova, calcula-se esses dois componentes de variância. Se a variância
calculada usando a média (MQR) for maior do que a calculada (MQG) usando os
dados pertencentes a cada grupo individual, isso pode indicar que existe uma
diferença significativa entre os grupos, onde o valor do Fcalc é MQG/MQR.
Maiores detalhes podem ser observados em LEMMA e RODRIGUES (2015). O Cálculo
do Fcacl foi realizado para as três variáveis de resposta (DQO, Turbidez e
custo Energético) através da Tabela de ANOVA. Para as variáveis DQO e
Turbidez, obteve-se um FCalc de 7,78 e 16,33, respectivamente, enquanto que
o Ftab a um limite de confiança de 95% foi de 4,36. Já para o cálculo de F
para a variável custo energético, o valor encontrado foi de 22,97, onde
ilustrou que tanto a variável corrente, quanto a concentração de NaCl foram
significativas. Como pode-se observar, o valor de Fcalc foi maior que o
valor de Ftab para as três variáveis resposta, o que garante que os dados
apresentam dados estatisticamente significativos.
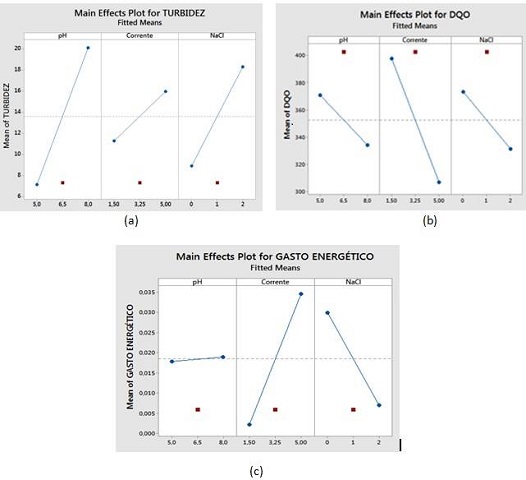
Análise da variação dos efeitos principais para a) Turbidez, b) DQO, c) Consumo energético como variável resposta
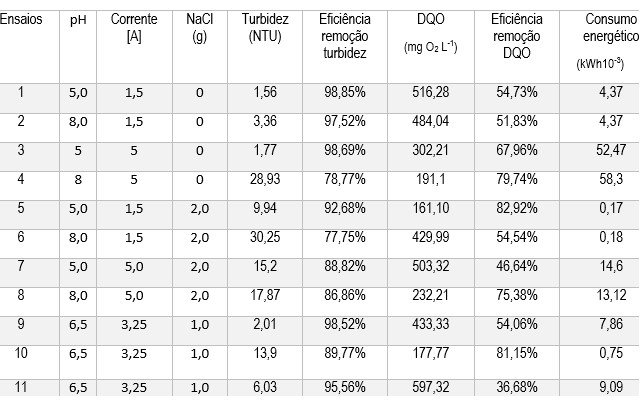
Planejamento das variáveis independentes em diferentes níveis e resultados experimentais
Conclusões
A partir da análise dos resultados obtidos, vê-se que o experimento nas condições de pH em 5, a corrente em 1,5 amperes e 2,2 g L-1 de NaCl apresentou as melhores eficiências de remoção de turbidez e DQO com o menor consumo energético, com 92,68% e 82,92% de remoção de turbidez e DQO respectivamente. A eficiência de remoção do tratamento convencional realizado pela indústria foi de 69,12% e 69,79% de remoção de turbidez e DQO respectivamente. Os resultados demonstram a eficácia do tratamento de eletrocoagulação frente ao convencional (utilizado pela fábrica), indicando a possibilidade de futura implementação deste processo em larga escala.
Agradecimentos
Referências
APHA/WEF/AWWA. Standard Methods for the examination of water and wastewater. In:CLESCERI,L.S,GREENBREG,E.; EATON,A.D.(Ed). American public health Association. 20 th ed. Washington, 2012.
BELAN, A. L. D.; Eletrofloculação Aplicada ao Tratamento de Efluentes Têxteis. Monografia de Especialização.Pós-Graduação em gestão ambiental em Municípios. Universidade Tecnológica Federal do Paraná. 2014.
LEMA E RODRIGUES; Planejamento de Experimentos e Otimização de Processos. Campinas,2015.
MANENTI, D. R. et al. Avaliação do desempenho de um sistema de tratamento utilizando os processos eletrocoagulação e foto-fenton integrados no tratamento de um efluente têxtil. Engevista, v. 16, n.3, p.420-431, 2014.
SINOTI, A. L. L.. Processo eletrolítico no tratamento de esgotos sanitários: estudo da sua aplicabilidade e mecanismos associados. Dissertação de Mestrado, Departamento de Engenharia Civil e Ambiental, Universidade de Brasília, Brasília, 2004.










