Produção de biodiesel de óleo residual em usina piloto e estimativa de redução das emissões de CO2 aplicada à frota de ônibus circulares da cidade universitária da USP
ISBN 978-85-85905-23-1
Área
Ambiental
Autores
Petry, P. (IEE/USP) ; Matai, P. (IEE/USP)
Resumo
Este trabalho apresenta a produção em escala piloto de biodiesel a partir de óleo residual dos restaurantes universitários da Universidade de São Paulo (USP) no campus cidade universitária. A usina piloto utilizada para produção de biodiesel está localizada no Instituto de Energia e Ambiente e o biodiesel foi obtido pela reação de transesterificação em rota metílica. Analisou-se a qualidade do biodiesel em termos de viscosidade cinemática, índice de acidez e teor de água comparando com os limites estabelecidos pela Agência Nacional de Petróleo, Gás natural e Biocombustíveis. Verificou-se a relevância da correção da acidez do óleo residual e de melhorias na usina. A estimativa para emissões de CO2 considerou diferentes misturas de biodiesel e dados das linhas de ônibus circulares.
Palavras chaves
biodiesel; óleo residual; emissões
Introdução
No contexto energético atual, as fontes renováveis surgem como uma alternativa para suprir a demanda por energia, diminuir a dependência pelos combustíveis fósseis e a emissão de poluentes. O biodiesel é um biocombustível que contribui nesse intuito como substituto parcial ou total do diesel de petróleo. A nova política nacional de biocombustíveis, RenovaBio, lançada em 2016 pelo Ministério de Minas e Energia, confirma o interesse do governo brasileiro em estimular a produção de biocombustíveis no país. O Brasil lançou em 2004 o Programa Nacional de Produção e Uso do Biodiesel, (BARUFI, et al., 2007) e inseriu o biodiesel na matriz de combustíveis líquidos do país. Em 2008, tornou obrigatória a mistura de 2% de biodiesel em todo diesel comercializado no Brasil (B2), essa porcentagem aumentou para 5% (B5) em 2010, 7% (B7) em 2014, 8% (B8) em 2017 (ANP, 2017) e atualmente é de 10% (B10). Fabricantes de motor a diesel certificam que seus motores podem operar sem adaptação com misturas até 20% de biodiesel (B20) (KNOTHE, et aL, p. 2, 2006). O biodiesel é produzido, principalmente, a partir de uma reação química denominada transesterificação. A reação converte óleos e gorduras (triglicerídeos) de origem vegetal ou animal em uma mistura de ésteres denominada biodiesel. Essa conversão utiliza alcoóis de cadeia curta (metanol ou etanol) na presença de um catalisador, produzindo biodiesel e, como subproduto, o glicerol. No Brasil, segundo dados da ANP, em Março de 2018, 69,55% da produção de biodiesel no Brasil foi a partir do óleo de soja. A segunda matéria-prima mais utilizada é o sebo bovino com 14,52%. Os óleos residuais de fritura também podem ser utilizados para produção de biodiesel, embora ainda pouco aproveitados, representando 1,86% do biodiesel nacional nesse mesmo mês. (ANP, Processamento de matérias primas, 2018). A utilização de óleos residuais de fritura para produção de biodiesel corresponde a uma destinação de um resíduo social, que ao ser liberado na rede de esgoto causa entupimento de tubulações e, consequentemente, gastos das prefeituras com manutenção do sistema (SABESP, 2009). Além disso, polui corpos d’água caso o óleo de fritura seja lançado no meio ambiente sem tratamento. Esse trabalho apresenta a metodologia de produção de biodiesel de óleo residual a partir da reação de transesterificação com metanol em meio básico, utilizando metilato de sódio (CH3ONa), como catalisador. O metanol é mais utilizado por apresentar maior eficiência em relação ao etanol, menores tempo de reação, temperatura e proporção álcool óleo. (DIB, 2010). O metilato de sódio está entre os catalisadores mais comuns para a reação de transesterificação. (ANGARITA et al, p. 540, 2008). Pela estequiometria da reação, a razão molar de óleo e álcool é de 1:3, porém resultados melhores em termos de eficiência de produção de biodiesel são obtidos em razões maiores que a estequiométrica, um excesso do reagente desloca a reação no sentido de formação dos produtos. Além disso, os trabalhos apontam maiores rendimentos com temperatura de reação em torno dos 60°C para a reação de transesterificação com metanol. (DIB, 2010, KNOTHE, et aL, p. 32, 2006, CHRISTOFF, 2006) Nesse trabalho foram adotadas as razoes 1:5 e 1:8 e a temperatura de 60°C para as bateladas realizadas a fim de testar a viabilidade e desempenho da usina piloto do IEE/USP. Com relação à qualidade do biodiesel, a Resolução ANP Nº 45 de 25.08.2014 determina parâmetros de qualidade para o biodiesel e, dentre eles, são especificados padrões para a viscosidade cinemática, índice de acidez e teor de água que são os parâmetros analisados nesse trabalho. (ANP, Resolução Nº 45, 2014). No caso do biodiesel de óleo residual, a degradação do óleo pelo processo de fritura aumenta o teor de ácidos graxos livres e, consequentemente, a acidez do óleo. (KNOTHE, et aL, p. 31, 2006). Como a reação acontece em meio básico, ocorre formação de sabão e água na reação de saponificação dos ácidos graxos livres do óleo. Estudos mostram que até o nível de 5% de AGL, a reação de formação de biodiesel pode ser realizada com catalisador alcalino, porém devem ser utilizadas quantidades maiores de catalisador para compensar a perda nas reações de saponificação. (KNOTHE, et aL, p. 38, 2006). Devido a essa reação, há a formação de água no produto final e essa precisa ser retirada do biodiesel, já que a água no combustível está relacionada à corrosão do motor. No contexto ambiental de redução das emissões de CO2, a queima do biodiesel emite menos CO2 comparativamente à queima do diesel de petróleo, principalmente considerando o ciclo de vida do óleo de soja, pois neste há absorção de CO2 pelo cultivo da oleaginosa (CORONADO et al, 2007).
Material e métodos
Foram realizadas duas bateladas cada uma com 50L de óleo residual dos restaurantes universitários. A proporção entre a massa de catalisador e a massa do óleo indicada é na faixa de 0,5% a 1,5% (DIB, 2010). Nesse trabalho foi utilizado 1% de metilato de sódio de concentração 30% em cada batelada. Para correção da acidez do óleo residual uma amostra de 18g foi titulada em laboratório com uma solução 0,1mol/L de hidróxido de sódio (NaOH) e o volume do titulante obtido foi de 40 mL. A porcentagem de ácidos graxos livres é dada pela equação que multiplica o volume necessário do titulante em (mL) pelo fator que corresponde ao decimiliequivalente-grama do ácido oléico (F = 0,0282), ácido graxo majoritário para o óleo de soja, divididos pelo peso da amostra de óleo que foi titulada, medida em gramas (g). Por ser porcentagem, ainda é necessário multiplicar o resultado por 100. (SBQ, 2014). Geralmente o teor de ácidos graxos livres em óleos residuais de fritura está entre 2% e 7% (KNOTHE, et aL, p. 38, 2006) o óleo residual utilizado tinha 6,27%. Dessa maneira foi realizada a correção do óleo residual, sendo que na batelada 1, a %AGL do óleo corrigido passou para 2% e, na batelada 2, para 5%, adicionado-se 340g e 100g de KOH (hidróxido de potássio) nas bateladas 1 e 2, respectivamente conforme resultado da titulação. Para cálculo das razões molares, considerou-se: densidade e massa molar do metanol, 0,79 g/mL e 32g/mol e para o óleo residual, 0,8 g/mL e 866,45 g/mol (CHRISTOFF, 2006). A batelada 1, foi operada com razão molar óleo/metanol: 1:8, tempo de reação e lavagem de 120 minutos e 10 minutos. A batelada 2, com razão molar óleo/metanol 1:5, tempo de reação: 60 minutos e não teve lavagem. Ambas tiveram tempo de secagem de 120 minutos. A usina piloto é constituída por 17 tanques e o bombeamento dos fluidos ao longo do processo é realizado por 12 bombas. O processo de produção de biodiesel na usina se inicia com a filtragem e decantação do óleo residual. Adiciona-se o álcool e catalisador e o conteúdo, após a reação, é transferido para o decantador, onde ocorre a separação das fases biodiesel e glicerol. Posteriormente é realizada a lavagem do biodiesel com água e a transferência dessa mistura para tanque de decantação. O biodiesel obtido segue para o tanque de secagem. Ao final da secagem, uma amostra de cada batelada foi levada para a análise química. Para cálculo da estimativa de emissões de CO2, considerou-se que as duas linhas de ônibus circulares fazem o trajeto de 12 km cada em um total de 42.616 partidas por ano, segundo dados da prefeitura de São Paulo (SPTrans, 2018). Assim, as duas linhas juntas percorrem 1.022.784 km por ano. Foi adotado o rendimento de 5000 km/m³ de combustível para motores a diesel e a emissão de 2,603 toneladas de CO2 /m³ de diesel e 0,578 toneladas de CO2 /m³ de biodiesel.
Resultado e discussão
Conforme consta na metodologia nesse trabalho, a reação de
transesterificação com o óleo residual de fritura sem tratamento dos AGL não
aconteceu de forma satisfatória a medida que não foi observada a separação
de fases entre o glicerol e o biodiesel. O excesso de AGL favorece a reação
de saponificação formando água e sabão. O sabão, por sua vez, dificulta a
separação de fases pela formação de uma emulsão entre os componentes
inviabilizando a separação do biodiesel. (KNOTHE, et aL, p. 38, 2006).
Com a correção da acidez do óleo, obteve-se a separação de fases e os
resultados da análise do biodiesel, em relação aos parâmetros considerados
nesse trabalho, constam na tabela 1, bem como os valores limites
estabelecidos pela norma de qualidade do biodiesel da ANP para esses
parâmetros.
A partir do resultado das análises pode se observar que a batelada 2 teve
resultados dentro dos limites estabelecidos pela ANP nos critérios
viscosidade cinemática e índice de acidez, porém apresentou um biodiesel com
teor de água 13,6 vezes maior do que o máximo determinado pela norma de
qualidade. A batelada 1 também apresentou um teor de água maior que o
estabelecido mas, diferentemente da batelada 2, não atingiu o rigor de
qualidade em termos de teor de acidez e de viscosidade.
Na batelada 1 foi realizado o processo de lavagem do biodiesel obtido após
decantação do glicerol, isso explica o fato do teor de água ser ainda maior
que na batelada 2 na qual não ocorreu a lavagem do biodiesel. A separação
por decantação entre a fase do biodiesel e da água é feita através de um
visor na usina piloto assim como a separação de fases entre ao glicerol e o
biodiesel. Isso dificulta a precisão entre essas separações de fase.
A percepção visual da linha que separa a fase do biodiesel e da água de
lavagem é menos evidente que a separação entre glicerol e biodiesel. Assim,
devido a estruturação do processo de separação na usina, parte da água de
lavagem e impurezas é enviada para o tanque secador junto com o biodiesel,
aumentando o teor de água do biodiesel, e isso pode alterar outros
parâmetros como viscosidade e índice de acidez do produto final.
Nesse contexto, cabe a discussão com relação à eficiência da secagem da
usina. A secagem do biodiesel foi feita a vácuo e a 100°C durante 120
minutos para ambas as bateladas. No entanto, os resultados mostram que o
teor de água esta a cima do permitido, evidenciando que essa secagem é
insuficiente para os padrões de teor de água exigidos pela norma da ANP.
Testes com maior tempo de secagem inviabilizariam o processo, já que o tempo
total de cada batelada variou entre 6h a 8h de operação. Um tempo de secagem
maior exigiria que a usina fosse operada por mais de 8h, o que estava fora
da viabilidade de operação e uso do espaço da usina.
Existem outros métodos de secagem do biodiesel de óleo residual de fritura
que mostram uma melhor eficiência dessa etapa, como por exemplo, secagem em
estufa a 105°C ou adição de compostos secantes como sulfato de sódio anidro.
(RODRIGUES et al, 2015). Essas condições teriam que ser testadas num
trabalho posterior para verificação da sua aplicabilidade no contexto da
usina utilizada. Além disso, estudos para aprimoramento de cada etapa da
usina também são necessários para otimizar a produção e melhorar a qualidade
do biodiesel de óleo residual de fritura.
Com os dados obtidos da SPtrans para os ônibus circulares do campus da
cidade universitária e os valores referentes as emissões da queima do
biodiesel e do diesel, como detalhado na metodologia desse trabalho, é
possível calcular as emissões de misturas de biodiesel e diesel em
diferentes proporções, ponderando a emissão total pela porcentagem de
biodiesel e de diesel. Como a queima do biodiesel emite menos CO2 que o
diesel, a adição de biodiesel no diesel tem o potencial de reduzir as
emissões. Essa redução é maior, quanto maior a porcentagem de biodiesel no
diesel, conforme foi calculado nesse trabalho e apresentados na figura 1.
Dessa maneira, o uso de 2% de biodiesel no diesel (B2) reduz 1,57% das
emissões anuais do diesel puro. Atualmente a mistura que está em vigor é B10
e isso, no caso do uso dessa mistura nos ônibus circulares dessa avaliação,
equivale a uma redução de 7,85% nas emissões comparadas ao uso de diesel sem
biodiesel. Esses resultados são coerentes com o estudo mencionado na revisão
que apresenta uma redução de 7,3% no uso de B10 e 14,3% no uso do B20.
(DELTA CO2, 2013), nesse trabalho, obteve-se a redução de 7,85% no uso do
B10 e 15,69% no uso do B20.
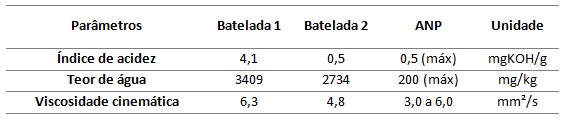
Resultados das análises químicas do biodiesel obtido e a comparação com os limites estabelecidos pela ANP para os respectivos parâmetros avaliados.
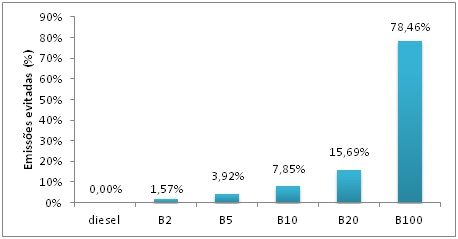
Emissões de CO2 anuais evitadas pelo uso B2, B5, B10, B20 e B100 nos ônibus circulares do campus da cidade universitária da USP.
Conclusões
A produção de biodiesel pela reação de transesterificação em rota metílica com adição de metilato de sódio como catalisador, a partir de óleo residual de fritura na usina piloto do IEE/USP, permitiu a verificação da viabilidade da produção nas condições testadas. Além disso, mostrou a melhor condição de operação da usina, dentre as condições testadas, que resultou em um biodiesel de melhor qualidade segundo os parâmetros analisados, com exceção do teor de água. Foi constatada a relevância da correção da porcentagem de ácidos graxos livres do óleo para viabilização da reação e, portanto, da obtenção do biodiesel pelo método testado. O trabalho avaliou a capacidade de produção da usina, bem como suas limitações, principalmente em relação ao procedimento de separação de fases envolvidas no processo e a eficiências da etapa de secagem do biodiesel. Dentro das condições de operação viáveis da usina não foi possível adequar o biodiesel nos limites de teor de água estabelecidos pela norma da ANP para biodiesel. Dessa maneira, são necessários ajustes na usina e novas metodologias de secagem a fim de melhorar a qualidade do biodiesel. O uso do biodiesel produzido com o óleo residual de fritura dos restaurantes universitários nos ônibus circulares da cidade universitária fecha o ciclo do resíduo em questão. Esse ciclo fica ainda mais vantajoso quando a estimativa de redução das emissões anuais é de 15,69% com a utilização de 20% de biodiesel no diesel (B20) nos ônibus que circulam o campus. O trabalho pode auxiliar políticas de gestão sustentável do campus e orientar aprofundamentos na metodologia adotada, inclusive estudos que analisam outros parâmetros de qualidade do biodiesel não abordados nesse trabalho.
Agradecimentos
Agradeço ao IEE e ao técnico Nildeir da Silva pela contribuição na etapa experimental e a Professora Patricia Matai pela orientação na escrita do trabalho.
Referências
ANGARITA, Edgar et al.Produção de óleos vegetais e biodiesel: tecnologia e análise do ciclo de vida” In: Cortez, Luís et al. Biomassa para energia. Ed. Unicamp, Campinas, São Paulo, 531- 561, 2008.
ANP (Agência Nacional de Petróleo, gás natural e biocombustíveis). Disponível em http://www.anp.gov.br/wwwanp/biocombustiveis/biodiesel, atualizado em Outubro de 2017 e acessado em 16/05/2018.
ANP (Agência Nacional de Petróleo, gás natural e biocombustíveis). Processamento de matérias primas. Planilha disponível em http://www.anp.gov.br/dados-estatisticos, acessado em 23/05/2018.
CHRISTOFF, Paulo. “Produção de biodiesel de óleo de fritura comercial. Estudo de caso: Guaratuba, litoral Paraense”. (Tese de Mestrado). Instituto de Engenharia do Paraná - IEP, Curitiba, 2006.
CORONADO, Christian, CARVALHO, João, SILVEIRA, José. “Biodiesel CO2 emissions: a comparison with the main fuels in the Brazilian market”. 2007
DELTACO2. Pegada de Carbono na Produção de Biodiesel de Soja. Piracicaba: 2013.
DIB, Fernando. “Produção de biodiesel a partir de óleo residual reciclado e realização de testes comparativos com outros tipos de biodiesel e proporções de mistura em um moto-gerador”. Universidade Estadual Paulista “Júlio de Mesquita Filho”, Ilha Solteira/SP, 2010.
KNOTHE, Gerhard; GERPEN, Jon Van; KRAHL, Jürgen; RAMOS, Luiz. Manual do biodiesel. São Paulo, Editora Edgard Blucher, 2006.
Resolução ANP Nº 45 de 25.08.2014. REGULAMENTO TÉCNICO ANP Nº 3/2014. Especificações do biodiesel (B100) para comercialização em território nacional. Publicada no Diário Oficial da União em 28/08/2014.
RODRIGUES, M.C., GONÇALVES, C.R.,MAROSTEGA, G.B., MARTINS, W.M., LEÃO, M.F. Avaliação do rendimento da secagem do biodiesel utilizando dois métodos distintos a partir de óleos residuais. Simpósio Nacional de Biocombustíveis, 2015.
SABESP (Companhia de Saneamento básico do Estado de São Paulo). Programa de reciclagem de óleo de fritura Sabesp, 2009.
Sociedade Brasileira de Química (SBQ). ROBERTO J. T. P. Júnior; GUSMÃO, Eduardo; SCHULER, Alexandre. “Determinação dos Óleos de Fritura para Produção de Biodiesel”. 2014
SPTRans, Secretaria Municipal de Mobilidade e Transportes de São Paulo. Informação de linhas e itinerários, acessado em 23/05/2018 e disponível em
http://200.99.150.170/PlanOperWeb/detalheLinha.asp?TpDiaID=0&CdPjOID=117876 http://200.99.150.170/PlanOperWeb/detalheLinha.asp?TpDiaID=0&CdPjOID=117865










