Recuperação e caracterização físico-química de óleos lubrificantes de motores com utilização de butanol e argila.
ISBN 978-85-85905-23-1
Área
Química Verde
Autores
da Silva Ferreira, N. (UFPI) ; Sales Loiola Rosa, M. (UFPI) ; Figueiredo, F.C. (UFPI) ; Pereira Oliveira, T. (UFPI) ; dos Santos Junior, J.R. (UFPI)
Resumo
A recuperação do óleo base a partir do óleo lubrificante usado e contaminado (OLUC) foi realizada com o uso de butanol na proporção de 3:1 (alcool/óleo) e argila Tonsil. A recuperação obteve um rendimento do óleo base por extração com butanol em cerca de 85% e para a caracterização dos óleos usou-se o teste de viscosidade cinemática que mostrou que a viscosidade diminuiu de 16,1cSt no óleo novo para 8,7 cSt no óleo usado para 5,6 cSt no óleo recuperado à temperatura de 100 °C e reduziu de 100,0 cSt no óleo novo para 58,0 cSt no OLUC para 30,2 cSt no óleo recuperado, à temperatura de 40°C. Com base nestes resultados, conclui-se que houve a remoção de contaminantes de elevado peso molecular que aumentavam a viscosidade do óleo.
Palavras chaves
OLUC; Recuperação do OLUC; Viscosidade cinemática
Introdução
O óleo lubrificante de motor é derivado de petróleo, empregado em fins automotivos ou industriais que após certo tempo de uso recomendado pelos fabricantes, sofre várias alterações por degradação térmica e oxidação, poeira, contaminando o óleo. Uma vez que não são mais utilizados, são queimados ou descartados de forma inadequada no meio ambiente, gerando graves danos ambientais (WAGNER; LUTHER e MANG, 2001). Então, a solução mais coerente é o rerrefino. Segundo o artigo 3 da resolução número 362/05 do Conselho Nacional de Meio Ambiente (CONAMA, 2005), o processo de rerrefino consiste da categoria de processos industriais de remoção de contaminantes, produtos de degradação e aditivos dos óleos lubrificantes usados ou contaminados, conferindo aos mesmos, características de óleos básicos. Entretanto, o método convencional é lento e utiliza bastante energia e reagentes(BU et al, 2013; CARRETEIRO e MOURA, 1975;KUCZENSKI et al, 2014). A fim de reduzir a quantidade de energia e de reagentes, MOHAMMED et al (2013) utilizaram apenas duas etapas. A primeira etapa, por extração com solventes orgânicos com até quatro átomos de carbonos, como, acetona, butanol, acetato de etila e a segunda etapa, por adsorção com materiais adsorventes locais, tais como, argilas, carvão ativado e celulose. Para o controle de qualidade do processo de rerrefino, pode-se usar como uma das análises de caracterização, o teste de viscosidade cinemática, onde determina-se o tempo, em segundos, para que um volume fixo de óleo escoe por gravidade pelo capilar calibrado de um viscosímetro, a uma temperatura controlada (ALI; RIPIN e AHMAD, 2010). Com base nisso, o trabalho tem como objetivo obter o óleo base do OLUC com butanol e argila Tonsil e o caracterizar por viscosidade cinemática.
Material e métodos
O solvente orgânico usado foi o butanol PA e argila comercial Tonsil de Fortaleza – Ceará. O óleo lubrificante novo é de base semissintética e de classificação viscosidade SAE 15W-40 (multiviscoso) adquiridos no comércio local e o óleo lubrificantes usados foi fornecido pela oficina monobloco – Teresina – Piauí, retirados de veículos específicos em motores gasolina. Foram recuperados óleos lubrificantes submetidos a uso por 25000 km, em motores veiculares. No processo de extração misturou-se aproximadamente 100 g do óleo lubrificante usado a 300 g de solvente (butanol) e o sistema foi agitado por 10 minutos para a obtenção de misturas adequadas. Em seguida, as misturas foram filtradas e o sedimento não ácido foi separado da mistura solvente/ óleo e calculou-se o rendimento. Separou-se o solvente da mistura solvente/ óleo pelo processo de destilação por um evaporador rotativo. No processo de adsorção adicionou-se ao óleo 4 g de argila e o sistema foi agitado por 30 minutos para aumentar a adsorção. Em seguida, foi realizado a filtração e ao filtrado foi adicionado 5 mL de água de cal para corrigir o pH e o sistema foi colocado para decantar, separando a fase oleosa da fase aquosa. A aferição da viscosidade cinemática foi determinada pelo produto do tempo de escoamento pela constante do capilar de Cannon-Fenske - 150 para temperatura de 100°C e Cannon-Fenske - 300 para temperatura de 40°C. O equipamento usado para esse ensaio foi o viscômetro automático Quimis Aparelhos Científicos – LTDA, modelo Q383SR26. Esse equipamento requer pelo menos 30 mL de amostra para cada medida de viscosidade. Como solvente de limpeza, utilizou-se hexano, e acetona, como de secagem, conforme recomendado pela norma. O tempo médio de execução do ensaio foi de aproximadamente 50 minutos.
Resultado e discussão
O rendimento do óleo base da extração do álcool iso-amílico e do álcool
terc-
butílico foi calculado em função da proporção da massa recuperada de óleo,
livre de álcool e água, e da massa do resíduo lubrificante usando Equação 1.
O
rendimento obtido a partir da extração do butanol foi de 85% em massa.
(MOrec/MOres)x100 Eq. 1
Onde , MO rec é a massa do óleo recuperado e MO res é a massa do óleo
residual.
Na tabela 1, a viscosidade do óleo novo, usado e recuperado, neste estudo,
foram de 16,1cSt, 8,7 cSt, 5,6 cSt à temperatura de 100 °C, respectivamente.
Na temperatura de 40ºC, a viscosidade do óleo novo, usado e recuperado foram
de
100,0 cSt, 58,0 cSt e 30,2 cSt, respectivamente. Comparando os valores da
Tabela 2 pode-se afirmar que a diminuição da viscosidade na seqüência óleo
novo> óleo usado> óleo recuperado. A viscosidade do óleo é maior em relação
aos
óleos usados e recuperados devido à presença de óleo base parafínico e
aditivos
não degradados de alto peso molecular. A redução da viscosidade do óleo
usado
está relacionada à produção de substâncias voláteis e de baixo peso
molecular,
devido às reações químicas de oxidação e degradação térmica sofridas pelo
óleo
usado. A redução de viscosidade dos óleos recuperados em relação aos óleos
usados e novo é devido à remoção de contaminantes floculantes por extração e
contaminantes de corantes, , por adsorção em materiais adsorventes (FILHO et
al, 2010).
Tabela 2: Analise de viscosidade cinemática em centistoikes (cSt) nas
amostras
de óleos lubrificantes em diferentes temperaturas.

Equação de rendimento do óleo base.
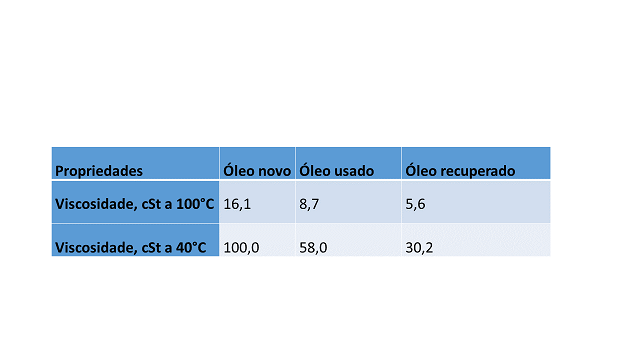
Análise de viscosidade cinemática em centistokes(cSt) nas amostras de óleos lubrificantes em diferentes temperaturas.
Conclusões
Portanto, a recuperação do óleo base por extração com butanol teve um bom rendimento de óleo base, cerca de 85% em massa e o uso da argila tonsil, foi eficaz no clareamento do óleo. Além disso, houve uma redução da viscosidade cinemática do óleo recuperado, tanto a 40°C quanto à 100°C, confirmando a remoção de contaminantes de elevado peso molecular que aumentavam a viscosidade do óleo.
Agradecimentos
UFPI, CAPES, CBQ
Referências
• Wagner, H eLuther, R. Mang, L. (2001). Lubricant base fluids based on renewable raw materials their catalytic manufacture and modification. Elsevier.429-442.
• Conama, Resolução n° 362, de 23 de junho de 2005. Ministério do Meio Ambiente.
• Bu, D. et al. (2013). Remediation of Used Motor Engine Oil Contaminated Soil: A Soil Washing Treatment Approach. Civil & Environmental Engineering, 3.
• Carreteiro, R.P e Moura, C. R. S (1975). Lubrificantes e Lubrificação. São Paulo: L.T.C. Editora S.A
• Kuczenski, B et al. (2014). Material flow analysis of lubricating oil use in California. Resources, Conservation and Recycling,93, 59-66.
• Mohammed, R. R.et al. (2013). Waste lubricating oil treatment by extraction and adsorption. Chemical Engineering Journal, 220, 343–351.
• Ali, W. M. S., Ripin, A e Ahmad, A (2010). Adsorption of heavy metal from recovered base oil using zeolite. Journal of Applied Sciences,10, 2688-2692.










