ÁREA: Iniciação Científica
TÍTULO: RECUPERAÇÃO DE RESÍDUOS SÓLIDO OBTENÇÃO DE PRODUTOS COM INTERESSE COMERCIAL
AUTORES: OLIVEIRA,E.A. DE , GOETZ,C.M. (UNUCET/UEG)
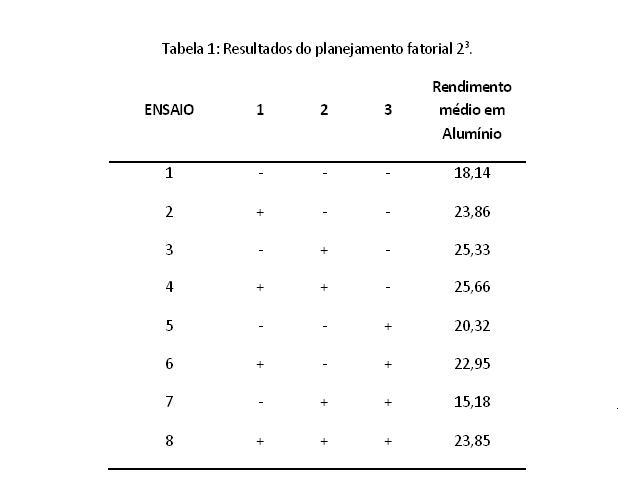
RESUMO: O gerenciamento de resíduos sólidos em uma empresa se baseia em requisitos legais conforme ABNT 10.004. As sucatas de blisters representam para a indústria farmacêutica um dos principais resíduos sólidos gerados. Por ser um resíduo com mais de um constituinte, sua recuperação apresenta algumas dificuldades. O objetivo deste trabalho é a recuperação dos constituintes dessas sucatas e obter produtos com interesse comercial. Os experimentos foram feitos utilizando planejamento fatorial 2³. As variáveis estudadas foram: Dois hidróxidos, Duas concentrações, e agitação. Após a solubilização, a separação do PVC foi feita por filtração. A solução filtrada foi colocada para reagir com H2SO4 produzindo o sulfato de alumínio,que pode ser usado no tratamento de água. O rendimento médio foi 15% em Al.
PALAVRAS CHAVES: resíduo sólido, recuperação de alumínio, obteção de sulfato de alumínio.
INTRODUÇÃO: A geração de lixo por atividades industriais representam mais de 65% de todo lixo gerado no planeta. O lixo industrial está relacionado ao descarte de resíduos sólidos, líquidos e a emissão de gases. Os resíduos sólidos estão classificados em Classe I e Classe II, esta por sua vez em Classe II A e Classe II B, conforme o risco e a necessidade de disposição final adequada.
Os resíduos de blister são considerados resíduos Classe II A, aqueles que não são perigosos mas, o seu descarte no meio ambiente pode produzir impactos.
A sua composição é materiais que apresentam algum valor agregado, logo a melhor forma de disposição é a reciclagem. Os materiais a serem recuperados são PVC/PVDC e alumínio. O processo de separação desses materiais se baseia em dissolução do alumínio em uma solução alcalina seguida de uma filtração para a retirada do PVC/PVDC decantado, posteriormente é realizada a recuperação do alumínio dissolvido em solução.
O objetivo desse trabalho foi primeiramente analisar as variáveis relevantes para solubilizar o alumínio a partir das sucatas de blisters e otimizar o processo.
A solubilização do alumínio pode ser influenciada por vários fatores. Estes influenciam diretamente a eficiência do método, tais como o tipo de solução alcalina, sua concentração e o modo reacional.
Os métodos descritos na literatura estabelecem como prioridade a recuperação do PVC que se encontra em maior proporção na composição dos blisters (84%) (CASTRO, A.T.P. 2008 e RODRIGUES E FERRAZ, 2007). Este trabalho propõe a recuperação do alumínio com obtenção de materiais com interesse comercial, como de sulfato de alumínio que pode ser utilizado em diversas formulações e ainda como aglutinador em processo preliminar em estações de tratamento de água.
MATERIAL E MÉTODOS: A matéria prima para o desenvolvimento desse trabalho foi cedida pelo Laboratório Neo Química, situado no Distrito Agroindustrial de Anápolis-Go. Os retalhos de blisters foram triturados em um moinho de facas marca Marconi MA 580 com o objetivo de aumentar a superfície de contato e facilitar a solubilização do alumínio e a sua separação do PVC. Primeiramente, foram determinados como fatores influenciadores, a concentração da solução alcalina (1 e 2 mol/L), as bases hidróxido de sódio e de potássio e a dissolução com e sem agitação. Foi realizado um planejamento fatorial tipo 23 conforme Neto et al(2001) e Rodrigues e Iemma (2005). Pesou-se 12 g de blisters triturado para os oito experimentos, quatro com auxílio de agitadores mecânicos com pás de vidro e os outros quatro sem agitação. A temperatura foi aferida em tempos regulares até cessar a evolução de gás. As reações de dissolução com agitação duram 52 minutos e as reações sem agitação 62 minutos. Todos experimentos foram realizados em duplicata. Após o término das reações de solubilização efetuou-se a filtração à vácuo do PVC/PVDC decantado no fundo do Becker. O material retido no papel de filtro é o PVC/PVDC e o líquido filtrado o alumínio em forma de aluminato. As soluções filtradas, foram acidificadas para a obtenção do hidróxido de alumínio. Esse, em presença de solução de ácido sulfúrico, foi primeiramente solubilizado tornando as soluções incolores, levemente rosadas. Em seguida as soluções foram aquecidas em baixas temperaturas e depois colocadas em banho de gelo para a cristalização do sulfato de alumínio. Os cristais foram lavados com álcool etílico 96% e filtrados. Para a caracterização física dos cristais foi feito o ponto de fusão.
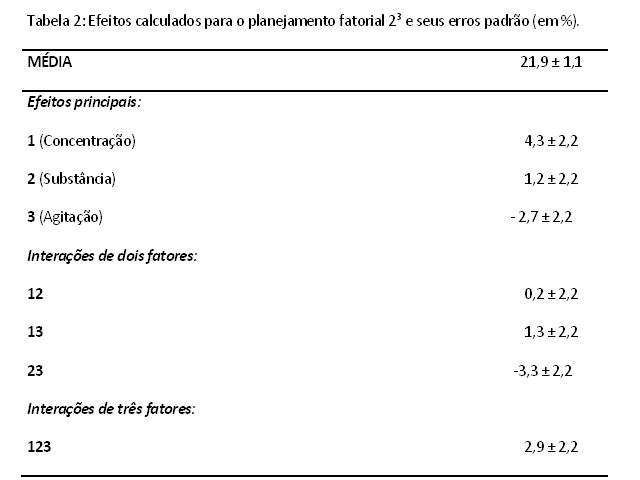
RESULTADOS E DISCUSSÃO: As embalagens em blisters são compostas por PVC ou PVDC e alumínio. O princípio deste processo é a reação entre o alumínio e uma solução alcalina com formação do aluminato que é solúvel, e liberação de hidrogênio em uma reação exotérmica. Com NaOH 1mol/L sem agitação o tempo de reação foi 62 minutos e a temperatura máxima foi 37ºC, com agitação a o tempo de reação foi 51 minutos e a temperatura máxima 39ºC. Com NaOH 2 mol/L sem agitação o tempo de reação foi 45 minutos e a temperatura máxima 40ºC, com agitação o tempo de reação foi 39 minutos e a temperatura máxima 38ºC. Com KOH 1Mol/L sem agitação o tempo foi 67 minutos e a temperatura máxima 34ºC, com agitação o tempo foi 54 minutos e temperatura máxima 39ºC. Com KOH 2 mol/L sem agitação 47 minutos e a temperatura máxima 38ºC, com agitação o tempo foi 46 minutos e temperatura máxima 39ºC. O aluminato em presença de íons hidrogênio forma o hidróxido de alumínio e este em presença de ácido sulfúrico forma o sulfato de alumínio. O resultado do planejamento fatorial proposto encontra-se na tabela 1. Os efeitos calculados para os fatores e as interações entre dois e três fatores e seu erro padrão em porcentagem se encontram na tabela 2. Como pode ser visto nos resultados o aumento da concentração de 1 para 2 mol/L representou um aumento médio no rendimento de alumínio em cerca de 4%. A troca de bases não trouxe mudanças significativas no rendimento, isso quando avaliada de forma individual, porém quando relacionada com a concentração ela faz um papel importante. O uso de NaOH representou aumento de aproximadamente 1%. Apesar do uso de agitação no experimento demonstrar menor tempo de reação e dar a falsa conclusão que seu uso é mais eficiente, verificou-se que o seu uso diminui o rendimento em aproximadamente 3%.
CONCLUSÕES: Conclui-se que os teores de alumínio obtido em cada ensaio estão bem próximos dos relatados na literatura. O rendimento médio de alumínio foi 15 % e a variação foi de 10,4 % a 17,6 %. Esse intervalo foi fundamental pra observar que as variáveis de processo têm influência nos experimentos. Os maiores rendimentos são obtidos com o uso de NaOH 2 mol/L sem o auxilio de agitação. Os resultados indicam que é possível realizar a separação dos constituintes das embalagens em blisters recuperando-os com a possibilidade de gerar produtos com interesse comercial como o sulfato de alumínio.
AGRADECIMENTOS: Ao laboratório Neoquimica pela disponibilização das sucatas de blisters.
REFERÊNCIAS BIBLIOGRÁFICA: CASTRO,A.T.P; Viabilização do reaproveitamento dos Blister de PVC/Al e estudos das propriedades do PVC após processamento por radiação ionizante; São Paulo:IPEN, 2008.
RODRIGUES, L. N. C.; FERRAZ, H. G.; Embalagem farmacêutica tipo blister: Escolha de um filme adequado para fármacos sensíveis à umidade; REVISTA ANALYTICA; ABRIL/MAIO DE 2007; N° 28.
NETO, B.B et al . Como fazer experimentos: pesquisa e desenvolvimento na ciência e na industria. Campinas:Editora da Unicamp,2001
RODRIGUES, M.I.; IEMMA, A,F. Planejamento de experimentos e otimização de processos 1ª Ed. Campinas Casa do Pão,2005.
CONSTANTINO, V. R. L.; ARAKI, K.; SILVA, D. O.; OLIVEIRA, W.; Preparação de compostos de alumínio a partir da bauxita: Considerações sobre alguns aspectos envolvidos em um experimento didático; QUÍMICA NOVA; Vol. 25; No 3; 2002.
