ÁREA: Ambiental
TÍTULO: Avaliação do processo de separação de óleo mineral da indústria metal-mecanica, por meio de efeitos combinados para a quebra da emulsão, com posterior tratamento oxidativo avançado via foto-fenton
AUTORES: NUNES, W.A.C (UNILAVRAS) ; PEREIRA, E.A. (UNILAVRAS) ; NAVES, F. L (UNILAVRAS) ; M, S (UNILAVRAS)
RESUMO: Currently the eviroment has been subject of studies in the around world, due the greater significance given the people of the world. In this context a large amount of wast mainly in the industry needs special care, since lot of quantities are discarded every day. This work have like objective the treatment of mineral oil used in the metal mechanic industry as cut oil, using two forms a pre-treatment physical and after with less opaque the efluent undergoes a secundary treatment by reaction photocatalytic em light artificial reactor using hydrogen peroxide and iron as catalyst. The results were satisfatory with reduction of approximately 95% in average of oil in the first step in the physical treatment, being a reduction of 85% of Chemical Oxigen Demand after the chemical treatment.
PALAVRAS CHAVES: poas, efluentes, fenton.
INTRODUÇÃO: Atualmente grande parte das indústrias tem se atentado para o tratamento adequado de seus resíduos gerados constantemente, visto que, a cobrança ambiental atualmente deixou de ser um fator simplesmente organizacional para um argumento populacional. Uma indústria que não se adéqua ao processo conscientemente ambiental, ou seja, toma conta de seus resíduos gerados de forma ambientalmente correta, perde o mercado através de manifestações próprias inclusive da própria população, além de perder investidores nacionais e internacionais. Contudo esse trabalho tem por objetivo a solução ou a procura de um caminho para a redução da quantidade de resíduos gerados pela industria metal mecânica, focando o estudo no tratamento do óleo mineral utilizado para diminuir o desgaste de ferramentas de corte e broche. Para isso serão utilizados dois tratamentos, sendo um pré-liminar físico com separação da maior concentração do óleo envolvido na emulsão, diminuindo assim a opacidade da emulsão, a qual posteriormente será transferida para um reator fotoquímico anular com lâmpada artificial, com o intuito de reduzir a carga orgânica do resíduo, a fim de descarte correto de acordo com as normalizações pré-fixadas pelo artigo 518 do MS e artigo 18 do CONAMA. Todos os dados coletados serão analisados utilizando como ferramenta uma matriz de Taguchi L16 com 4 níveis, de forma que as melhores condições experimentais, ou seja, quantidade de óleos e graxas e demanda química de oxigênio seja reduzida de forma satisfatória, visando a possibilidade de um scale up do piloto para a aplicação em uma indústria da região a qual gentilmente nos cedeu o óleo para fins de estudo.
MATERIAL E MÉTODOS: Para separação física do óleo foi utilizado um cone inhof com 2,5 litros, sendo cada amostra aquecida, e sob agitação através de um agitador de bancada, adicionando os reagentes todos com padrão analítico. Para o estudo da primeira etapa física, foram utilizados dois reagentes químicos (lauril sulfato de sódio, e cloreto de sódio) cada um em quatro níveis diferentes, medidos em massa. A temperatura do processo de separação também em 4 níveis, bem como, o tempo de agitação da mistura antes de acomodar a mistura em repouso para separação. Esses fatores e seus níveis foram colocados em uma matriz de Taguchi L16 para a posterior avaliação das melhores condições experimentais, podendo assim concluir e desenhar um perfil da melhor condição encontrada. Após o tempo de agitação e a adição dos reagentes, a amostra foi deixada em repouso durante uma hora, sendo após esse tempo, feita a medição da camada de óleo formada, e a retirada da parte inferior do efluente para posterior tratamento químico no reator fotocatalítico. No reator fotocatalítico, foram utilizados reagentes peróxido de hidrogênio (fonte de radicais hidroxilas, o qual desempenha o processo de decomposição da matéria orgânica recalcitrante com potencial de oxidação de 2,8V), sulfato de ferro heptahidratado (catalisador Processo Fenton). O reator é anular com volume útil de 4,5 litros, sendo utilizada uma lâmpada artificial (luz negra) como fonte de energia para a formação dos radicais. O tratamento químico foi realizado durante o período de uma hora de reação, onde a cada dez minutos foram coletadas amostras para determinação da demanda química de oxigênio, parâmetro o qual é responsável pelo acompanhamento da redução da carga orgânica inicial do efluente em estudo.
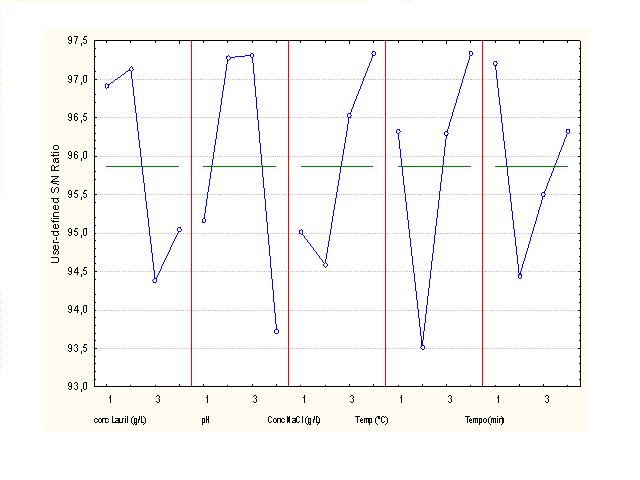
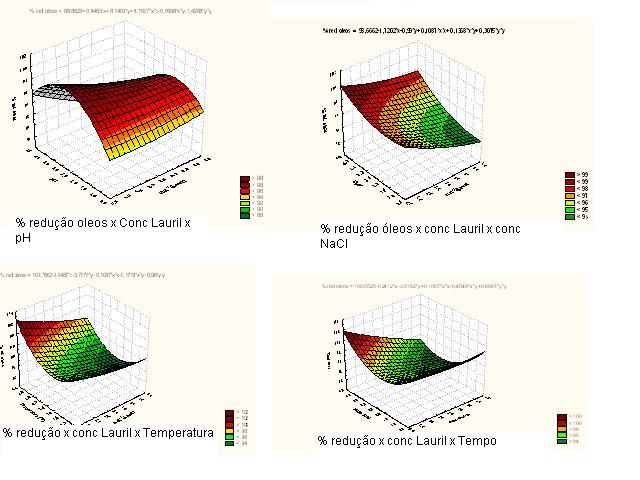
RESULTADOS E DISCUSSÃO: A redução da concentração em (mgL-1) de óleos e graxas no elfuente, foi observada para as condições experimentais 3 e 7, onde respectivamente podem ser condicionadas pelas concentração de lauril sulfato de sódio de 10 gL-1, em pH 3,0 com concentração de NaCl de 0,3 gL-1, temperatura de 50 °C e agitação durante 15 minutos, sendo a variação do experimento 3 para o 7 a concentração de lauril que foi para 20 gL-1. O figura 1 em anexo, mostra a avaliação dos níveis de acordo com o aumento da condição de sinal ruído pelo método de Taguchi. Os fatores determinantes no processo de separação foram os que geraram o maior sinal ruído possível, ou seja, diminuindo a concentração de óleos e graxas durante o tratamento, expressa no grupo em anexo da figura 2. A melhor condição experimental utilizada para a concentração do Lauril, foi o nível 2 . Para o pH o ajuste melhor seria ara nível 3 ou seja pH igual a 3. A temperatura demonstrou ser de grande importância no processo, visto que a mesma diminui a tensão superficial da água se ajustando no nível 4 ou seja 60°C. Já a concentração de NaCl demonstrou também ser influente em seu maior nível, ou seja utilizando 20 mL de solução 20% m/v para cada 50 mL de amostra tratada, concomitantemente o tempo ajustou-se melhor para tempos menores de agitação, devendo a menor desestabilização da formação de grânulos maiores para separação do óleo da emulsão. A redução da DQO mas expressiva foi avaliada para a condição na proporção de 3:1 de peróxido de hidrogênio e reagente Fenton (Fe2+) com redução da carga orgânica de 87,5% no tempo de uma hora. O Lauril diminuiu a tensão superficial da água, sendo a aglutinação do óleo feita pela introdução de íons carregados pela solução de NaCl.
CONCLUSÕES: De acordo com o trabalho proposto, o tratamento físico se mostrou eficiente posterior ao tratamento químico o qual também se mostrou eficiente com uma redução de aproximadamente 90% da demanda química de oxigênio, fato o qual pode ser comprovado a eficiencia do tratamento físico na redução da opacidade do meio da emulsão oleosa, visto que sem este pré-tratamento, a luz do reator fotoquímico não poderia ser difundida no interior do reator, diminuindo a formação de radicais hidroxilas, consequentemente a redução da eficiência do processo de redução da matéria orgânica recalcitrante presente.
AGRADECIMENTOS: Primeiro a Deus pelo desenvolvimento satisfatório do trabalho, ao professor Fabiano Luiz Naves pela ajuda e conteúdo e ao Centro Universitário de Lavras.
REFERÊNCIAS BIBLIOGRÁFICA: Ayoub, K., Nélieu, S., Hullebusch, E. D. van, Labanowski, J., Schmitz-Afonso, I., Bermond, A., et al. (2011). Electro-Fenton removal of TNT: Evidences of the electro-chemical reduction contribution. Applied Catalysis B: Environmental, 104(1-2), 169-176. Elsevier B.V. doi: 10.1016/j.apcatb.2011.02.016.
Dixit, A., Tirpude, A. J., Mungray, a K., & Chakraborty, M. (2011). Degradation of 2, 4 DCP by sequential biologicaladvanced oxidation process using UASB and UV/TiO2/H2O2. Desalination, 272(1-3), 265-269. Elsevier B.V. doi: 10.1016/j.desal.2011.01.035.
