ÁREA: Bioquímica e Biotecnologia
TÍTULO: Avaliação da resistência de linhagens de leveduras assimiladoras de xilose a inibidores de fermentação presentes em hidrolisado hemicelulósico
AUTORES: Casado Pereira dos Santos, J. (UNIVERSIDADE FEDERAL DE PERNAMBUCO) ; Abreu-lima, T. (UNIVERSIDADE FEDERAL DE PERNAMBUCO) ; Souto-maior, A. (UNIVERSIDADE FEDERAL DE PERNAMBUCO)
RESUMO: No processo de produção de etanol de segunda geração (lignocelulósico), a matéria-
prima deve passar por um pré-tratamento antes da hidrólise enzimática e
fermentação. No pré-tratamento, normalmente são gerados compostos inibidores da
fermentação alcoólica. Neste trabalho, foi avaliada a resistência de oito
linhagens de leveduras assimiladoras de xilose a estes inibidores. Elas foram
comparadas com uma linhagem fermentadora de xilose (Pichia stipitis NRRL-Y7124) e
a uma linhagem de Saccharomyces cerevisiae de origem industrial (IA-1238). Sete
das linhagens se desenvolveram em meio de cultura contendo hidrolisado e nenhuma
delas produziu etanol. A linhagem IA-1263, isolada de palma, apresentou
produtividade em etanol próxima à da linhagem IA-1238 em meio sem hidrolisado.
PALAVRAS CHAVES: Leveduras; Etanol; Inibidores
INTRODUÇÃO: A utilização de combustíveis fósseis acarreta em prejuízos ambientais e socio-
político-econômicos. Sendo assim, são pesquisadas fontes de energia
alternativas, como o etanol (HAHN-HÄGERDAL et al., 2006). O etanol de segunda
geração é produzido a partir de material lignocelulósico (resíduos agrícolas,
madeiras duras, madeiras coníferas, resíduos celulósicos, biomassa herbácea e
resíduos sólidos municipais) (SÁNCHEZ & CARDONA, 2008).
A produção de etanol a partir de biomassa lignocelulósica pode ser divida em 4
etapas (MARGEOT et al., 2009): a etapa de pré-tratamento, na qual a hemicelulose
é geralmente hidrolisada e são gerados inibidores da fermentação (ácidos
orgânicos de baixo peso molecular, compostos fenólicos e derivados do furano)
(PALMQVIST & HAHN-HÄGERDAL, 2000); a hidrólise da celulose; a fermentação e a
purificação, cujo método tradicional é a destilação, que nem sempre é viável
neste caso, pois eles podem apresentar baixas quantidades de etanol e a
destilação envolve grande consumo de energia (SÁNCHEZ & CARDONA, 2008).
Na etapa de fermentação, os principais desafios a serem vencidos são a presença
de inibidores e a necessidade de se fermentar pentoses (MARGEOT et al., 2009).
Para o desenvolvimento de um micro-organismo apropriado, são utilizadas técnicas
tais como seleção a partir de linhagens laboratoriais e industriais, engenharias
genética, evolucionária e metabólica (MARGEOT et al., 2009; SOUTO-MAIOR et al.,
2009; SÁNCHEZ & CARDONA, 2008; ALMEIDA et al., 2007; HAHN-HÄGERDAL et al., 2007;
HAHN-HÄGERDAL et al., 2006; van-MARIS et al., 2006).
O objetivo deste trabalho foi comparar desempenho de dez linhagens de leveduras,
sendo duas de referência e oito assimiladoras de xilose, na presença e ausência
de hidrolisado hemicelulósico.
MATERIAL E MÉTODOS: Foram utilizadas como referência P. stipitis NRRL-Y7124, fermentadora de xilose,
e S. cerevisiae IA-1238, de origem industrial. Foram avaliadas oito linhagens de
leveduras assimiladoras de xilose da coleção de micro-organismos do Departamento
de Antibióticos da UFPE: IA-1157, IA-1160, IA-1164, IA-1167, IA-1229, IA-1236,
IA-1263 e IA-1339.
O hidrolisado hemicelulósico de bagaço de cana foi obtido por tratamento
hidrotérmico a 195 °C por 16 min, em reator descontínuo (Regmed AU/E-20).
As leveduras foram reativadas em meio com glicose 20 g.L-1, extrato de levedura
5 g.L-1 e peptona 3 g.L-1 e incubadas a 30 °C por 24 h. Foi adicionado 10% v/v
desse pré-inóculo ao meio de inóculo (glicose 100 g.L-1, extrato de levedura 6,6
g.L-1, MgSO4.7H2O 0,6 g.L-1, KH2PO4 1,2 g.L-1 e (NH4)2SO4 6,3 g.L-1) e
incubado a 30 °C por 18 h a 250 rpm.
Depois, foi adicionado 10% v/v de inóculo ao meio de cultura sem hidrolisado
(glicose 50 g.L-1, extrato de levedura 18 g.L-1, MgSO4.7H2O 0,81 g.L-1, KH2PO4
2,46 g.L-1 e (NH4)2SO4 18 g.L-1) e com hidrolisado (o mesmo meio, mas com
hidrolisado ao invés de água). Foram realizadas 3 repetições. Os tubos foram
incubados 30 °C por 18 h. Foram realizadas análises no começo e ao final do
tempo de fermentação.
O crescimento celular foi avaliado pela variação da absorbância das amostras em
espectrofotômetro a 600 nm.
As concentrações de glicose, etanol, ácido acético e furfural foram obtidas por
HPLC (detector de índice de refração, coluna Aminex HPX87H, volume de injeção 5
μL, fase móvel H2SO4 5 μmol.L-1, fluxo 0,6 mL.min-1 e temperatura 50 °C). As
médias da produtividade em etanol (concentração de etanol produzido/tempo de
fermentação) foram comparadas por análise de variância seguida de teste de Tukey
a 5% de significância.
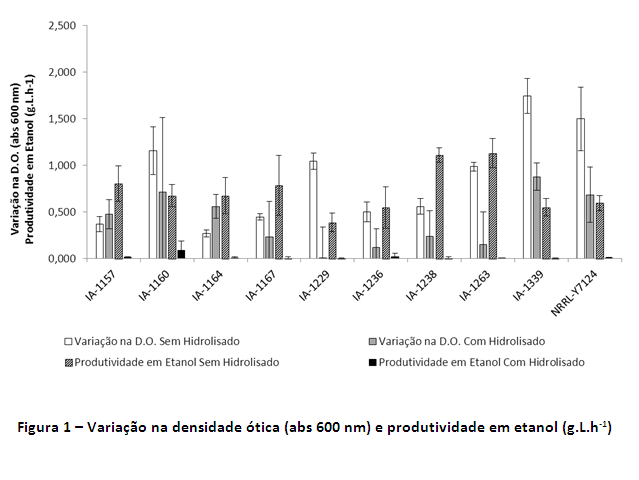
RESULTADOS E DISCUSSÃO: As concentrações de ácido acético e furfural no meio com hidrolisado foram 3,75
e 1,26 g.L-1, respectivamente. Todas as linhagens, com exceção da IA-1229,
cresceram nos dois meios (Figura 1). Em um trabalho utilizando meio com
hidrolisado (0,67 g.L-1 de furfural, 3,22 g.L-1 de ácido acético), comparando-se
10 linhagens de S. cerevisiae, foi observada inibição parcial do crescimento
celular e quase total do rendimento em etanol (SÁ, 2012).
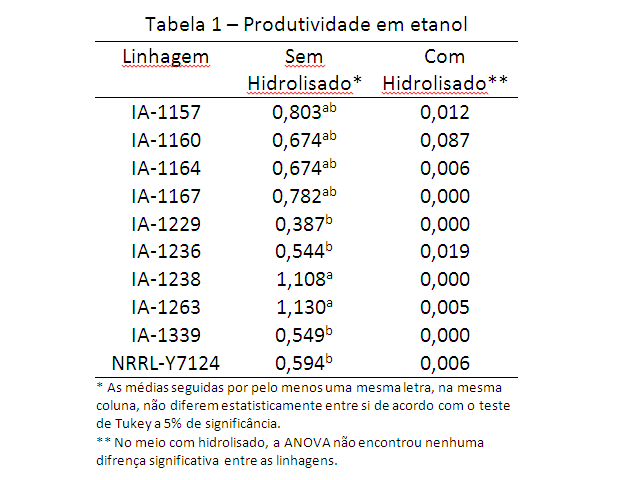
A produtividade em etanol foi praticamente nula na presença de hidrolisado
(Figura 1). A média da produtividade em etanol das linhagens em cada meio foi
comparada por análise de variância, seguida pelo teste de Tukey. No meio sem
hidrolisado, se destacaram positivamente as linhagens IA-1238 (utilizada como
referência por apresentar boas características fermentativas) e a IA-1263,
isolada de palma, respectivamente com 1,108 e 1,130 g.L.h-1 (Tabela 1). No meio
com hidrolisado, as médias de produtividade em etanol variaram entre 0,000 e
0,087 g.L.h -1 e não apresentaram diferença significativa entre si.
Lee et al. (1999) relataram redução em quase 100% da produtividade em etanol
para concentrações iguais ou superiores a 8 g.L-1 de furfural utilizando uma
linhagem de S. cerevisiae de origem industrial. A produtividade em etanol de P.
stipitis NRRL-Y7124, foi reduzida 85,11% em meio contendo 1,5 g.L-1 de furfural
(NIGAM, 2001). Em meios contendo de 0,9 a 5,1 g.L-1 de furfural, foi observada
redução na produtividade em etanol de S. cerevisiae em até 87% (PALMQVIST et al.
1999, TAHERZADEH et al., 2000). Avaliando a linhagem IA-1238 em meios de cultura
com inibidores, Sá (2012) verificou inibição parcial no crescimento e na
produtividade em etanol para inibidores individuais e inibição completa para a
mistura de inibidores.
CONCLUSÕES: As linhagens analisadas sofreram inibição parcial quanto ao crescimento celular e
inibição completa quanto ao rendimento em etanol. A linhagem IA-1263 se destacou
positivamente, pois é capaz de assimilar xilose e apresentou rendimento em etanol
semelhante à linhagem IA-1238, de origem industrial, sendo indicativo de potencial
utilização em processos para a obtenção de novas linhagens, após caracterização
mais aprofundada.
AGRADECIMENTOS: Os autores agradecem ao Conselho Nacional de Desenvolvimento Científico e
tecnológico (Proc. No 552732/2007-9;Proc. No 551046/2010-4),pelo apoio financeiro.
REFERÊNCIAS BIBLIOGRÁFICA: ALMEIDA, J.R.M.; MODIG, T.; PETERSON, A.; HAHN-HÄGERDAL, B.; LIDÉN, G.; GORWA-GRAUSLUND, M.F. Increased tolerance and conversion of inhibitors in lignocellulosic hydrolysates by Saccharomyces cerevisiae. Journal of Chemical Technology and Biotechnology, n. 82, p. 340-349, 2007.
HAHN-HÄGERDAL, B.; GALBE, M.; GORWA-GRAUSLUND, G.; LIDÉN, G.; ZACCHI, G. Bio-ethanol – the fuel of tomorrow from the residues of today. Trends in Biotechnology, v. 24, n. 12, p. 549-556, 2006.
HAHN-HÄGERDAL, B.; KARHUMAA, K.; FONSECA, C.; SPENCER-MARTINS, I.; GORWA-GRAUSLUND, M.F. Towards industrial pentose-fermenting yeast strains. Applied Microbiology and Biotechnology, n. 74, p. 937-953, 2007.
LEE, W.G.; LEE, J.S.; SHIN, C.S.; PARK, S.C.; CHANG, H.N.; CHANG, Y.K. Ethanol production using concentrated oak wood hydrolysates and methods to detoxify. Applied Biochemistry and Biotechnology, n. 77-79, p. 547-559, 1999.
MARGEOT, A.; HAHN-HÄGERDAL, B.; EDLUND, M.; SLADE, R.; MONOT, F. New improvements for lignocellulosic ethanol. Current Opinion in Biotechnology, v. 20, p. 372-380, 2009.
NIGAM, J.N. Ethanol production from wheat straw hemicellulose hydrolysate by Pichia stipitis. Journal of Biotechnology, n. 87, p. 17-27, 2001.
PALMQVIST, E.; ALMEIDA, J.R.M.; HAHN-HÄGERDAL, B. Influence of furfural on anaerobic glycolytic kinetics of Saccharomyces cerevisiae in batch culture. Biotechnology and Bioengeneering, n. 62, p. 447-454, 1999.
PALMQVIST, E.; HAHN-HÄGERDAL, B. Fermentation of lignocellulosic hydrolysates. I: inhibition and detoxification. Bioresource Technology, n. 74, p. 17-24, 2000.
SÁ, C.B.C.; Caracterização de linhagens de Saccharomyces cerevisiae e Zymomonas mobilis para aplicação na produção de bioetanol. Recife: Departamento de Antibióticos da Universidade Federal de Pernambuco, 2012. 70. (Dissertação, Mestrado em Biotecnologia Industrial)
SANCHÉZ, O.J.; CARDONA, C.A. Trends in biotechnological produtcion of fuel ethanol from different feedstocks. Bioresource Technology, n. 99, p. 5270-5295, 2008.
SOUTO-MAIOR, A.M.; RUNQUIST, D.; HAHN-HÄGERDAL, B. Crabtree-negative characteristics of recombinant xylose-utilizing Saccharomyces cerevisiae. Journal of Biotechnology, n. 143, p. 119-123, 2009.
TAHERZADEH, M.J.; GUSTAFSSON, L.; NIKLASSON, C.; LINDEN, G. Physiological effects of 5-hydroxymethylfurfural on Saccharomyces cerevisiae., n. 53, p. 701-708, 2000.
van-MARIS, A.J.A.; ABBOTT, D.A.; BELLISSIMI, E.; van-den-BRINK, J.; KUYPER, M; LUTTIK, M.A.H.; WISSELINK, H.W.; SCHEFFERS, W.A; van-DIJKEN, J.P.; PRONK, . Alcoholic fermentation of carbon sources in biomass hydrolysates by Saccharomyces cerevisiae: current status. Antonie von Leeuwenhoek, v. 90, p. 391-418, 2006.
