TECNOLOGIAS PARA PRODUÇÃO DE BIODIESEL A PARTIR DE ÓLEO DE COZINHA USADO
ISBN 978-85-85905-23-1
Área
Química Verde
Autores
Mira Zinani, B. (UFRJ) ; Reyes Cruz, Y. (UFRJ) ; Chenard Díaz, G. (UFRJ)
Resumo
Mais de 80% do custo final de produção do biodiesel é decorrente da matéria- prima. A reciclagem do óleo de fritura como biocombustível constitui-se um forte apelo ambiental. Diante disso, foi proposta uma nova tecnologia para a produção de biodiesel a partir do óleo de cozinha usado, utilizando um óleo de fritura com alto teor de umidade e alto índice de acidez. Testes foram realizados e mostraram que a combinação das etapas de secagem e esterificação, utilizando catalisadores ácidos homogêneos (QGP-95TS, QGP-65M e H2SO4), prévia à transesterificação, realizada em diferentes razões molares óleo:metanol e com um catalisador básico homogêneo(NaOH), foram eficientes. Possibilitando-se, assim, a produção de um biodiesel que cumprisse com as especificações da Resolução ANP Nº45.
Palavras chaves
óleo de cozinha usado; biodiesel; reciclagem
Introdução
Do total de energia primária consumida hoje no mundo, 81,4% são oriundos de combustíveis fósseis, sendo que, deste total, 56% são utilizados no setor de transportes. Com base nestes dados, é possível verificar que o setor de transportes é o grande responsável pela emissão de grande quantidade de poluentes na atmosfera, tais como: monóxido de carbono (CO), hidrocarbonetos (HC), óxidos de nitrogênio (NOx), dióxido de enxofre (SO2), aldeídos totais (RCHO) e material particulado (MP). Estes poluentes, incluindo também as emissões de dióxido de carbono (CO2), metano (CH4) e óxido nitroso (N2O), são expressos em números de gás carbônico equivalente (CO2eq). A utilização desenfreada e pouco eficiente destes combustíveis fósseis, visando suprir necessidades energéticas, está levando a uma diminuição considerável das reservas mundiais, tais como as da Venezuela, que somadas atingem 296,5 bilhões de barris, e as do Brasil, com 15,3 bilhões de barris. Alguns estudos apontam também para o seu esgotamento nas próximas décadas (IEA, 2018). Agravando ainda mais este cenário, estima-se que em 2100 haverá 11,2 bilhões de habitantes no planeta, 3,6 bilhões a mais do que os números atuais de 2018 (HUMAN POPULATION, 2018). Juntamente com o crescimento populacional, crescerá também a necessidade da utilização de meios de locomoção e transportes, fazendo com que a quantidade de combustíveis necessários para suprir estes segmentos também aumente, ocasionando, assim, a sua escassez, podendo levar à sua extinção em algumas décadas. Tendo como motivação os problemas acima descritos, a utilização de biomassa visando à produção de biocombustíveis se tornará não somente mais atrativa, mas também necessária, com o passar dos anos. Dentre os biocombustíveis, destaca-se o biodiesel, que pode ser produzido a partir de óleos e gorduras de origem vegetal ou animal. Ao se utilizar óleos e gorduras vegetais de origem agrícola, ocorre, em muitos casos, concorrência direta com a produção de alimentos, fundamentalmente em países pequenos. No Brasil, ainda não sofremos com este problema, mas os países da União Europeia já enfrentam esta limitação, que motivou a recente aprovação de novas regras a serem seguidas com os biocombustíveis, tais como: • Uma cota de 20% de toda a energia produzida no país deve ser de fontes renováveis, sendo que 10 % desta energia proveniente de fontes renováveis deve ser usada nos transportes. Logo, do total de energia renovável a ser usada no setor de transportes, apenas 7% pode ser produzida a partir de culturas alimentares (DIRETIVA, 2009; DIRETIVA, 2015). • Para ser considerados sustentáveis, os biocombustíveis devem atingir economias de gases de efeito de estufa de pelo menos 35% em comparação com os combustíveis fósseis (DIRETIVA, 2009; DIRETIVA, 2015). Já fazendo uma prospecção de futuro, citando os países da União Europeia como exemplo, mas não em um cenário tão longínquo da realidade brasileira, surge como uma excelente opção a produção de biodiesel utilizando como matéria-prima os óleos e gorduras provenientes de frituras, para a produção de biodiesel. Além do reaproveitamento de um subproduto, evitando o seu despejo no meio ambiente, haveria também a produção de um produto de elevado valor agregado, com diversas aplicações no cenário nacional e internacional. Com o objetivo de viabilizar o tratamento primário do óleo de fritura, assim como a produção de biodiesel a partir desta matéria-prima, foi realizada a pesquisa proposta neste trabalho. Visando à produção de biodiesel a partir de matérias-primas mais baratas e a redução do impacto ambiental por conceito de descarte inadequado de óleos e gorduras residuais, apresenta-se este trabalho, que tem como objetivo o aproveitamento de óleos e gorduras residuais de fritura, como matéria-prima para a produção de biodiesel.
Material e métodos
A matéria-prima utilizada neste trabalho foi o óleo residual de fritura, coletado em um restaurante localizado na zona sul do Rio de Janeiro. Este óleo de fritura, segundo sua caracterização físico-química, apresentou elevado índice de acidez (devido à presença de ácidos graxos livres), alto teor de água (procedente da desidratação dos alimentos durante o processo de fritura), presença de compostos sólidos (resíduos de farinha e resto de alimentos), forte odor e coloração castanha. Os catalisadores homogêneos avaliados na etapa de esterificação do óleo de cozinha usado foram: QGP-65M (Ácido p-tolueno sulfônico, 65% em meio metanol), QGP-95TS (Ácido p-tolueno sulfônico, 95%) e ácido sulfúrico P.A. O catalisador utilizado na etapa de transesterificação foi o Hidróxido de Sódio (NaOH). Outros reagentes utilizados no desenvolvimento experimental foram: álcool metílico P.A.99,8% e ácido fosfórico (H3PO4). Os métodos utilizados nos testes laboratoriais de tratamento primário do óleo de fritura bruto basearam-se em: • Determinação do teor de água presente no óleo de fritura coletado (teor de água – ppm – método Karl Fischer); • Determinação do teor de resíduos sólidos por centrifugação (centrífuga de bancada, mo. 206 BL - FANEM), usando 2300 rpm por 10 min; • Preparação de 4 amostras do óleo de fritura coletado, de 100 g cada; • Aquecimento das amostras a 60º C; • Remoção da água inicial (com funil de decantação); • Pesagem das amostras; • Filtragem com malha 16 mesh (medição de tempo de filtragem); • Pesagem das amostras filtradas com malha 16 mesh; • Determinação do índice de acidez (método AOCS-Cd 3d-63); • Aquecimento das amostras a 60º C; • Filtragem com malha 25 mesh (medição de tempo de filtragem); • Decantação das amostras filtradas com malha 25 mesh a 50º C : o Amostra 1: tempo de decantação = 2 horas; o Amostra 2: tempo de decantação = 6 horas; o Amostra 3: tempo de decantação = 12 horas; o Amostra 4: tempo de decantação = 24 horas; Após os diferentes tempos de decantação não foram identificadas visualmente as impurezas. Por isso foi necessária uma etapa de centrifugação. • Separação e quantificação do teor de impurezas, usando centrifugação a 3000 rpm por 10 min; • Pesagem dos óleos purificados para cada tempo de decantação; • Determinação do teor de água presente no óleo tratado (método Karl Fisher). Caracterização do óleo de fritura tratado A caracterização físico-química do óleo de fritura após etapa de tratamento primário descrito acima foi imprescindível para definir a rota tecnológica que seria utilizada na produção de um biodiesel. Este óleo foi então caracterizado: • Aspecto; • Índice de acidez (mg KOH g-1), método AOCS-Cd 3d-63; • Teor de água (ppm), método Karl Fischer; • Índice de Iodo (g de I2 100 g-1), método AOCS Cd 1-25; • Densidade relativa a 25º C (Kg m-3), método ASTM D-1298. • Determinação do perfil de ácidos graxos (%) por cromatografia gasosa. • Ácidos graxos, método AOCS Ca 5a-40.
Resultado e discussão
PREPARAÇÃO E CARACTERIZAÇÃO DA AMOSTRA BRUTA
O teor de água presente no óleo de fritura bruto coletado foi de 18,35%.
Determinou-se também, mediante centrifugação, o teor de impurezas iniciais
presentes no óleo de fritura coletado. Após 10 min de centrifugação a 2300
rpm, a amostra separou-se em 4 fases, apresentando aproximadamente 12% de
resíduos sólidos.
Iniciando os testes, seguindo a tecnologia proposta para o tratamento do óleo
de fritura bruto, foram preparadas 4 amostras de 100 g do óleo de fritura
coletado. Cada uma delas passando por tempos de decantação diferentes,
conforme descrição abaixo:
• Amostra 1: 2 horas decantação;
• Amostra 2: 6 horas decantação;
• Amostra 3: 12 horas decantação;
• Amostra 4: 24 horas decantação.
AQUECIMENTO A 60º C
Todas as amostras foram aquecidas a temperaturas entre 50-60º C, permanecendo
nestas temperaturas durante 15 minutos. Após este período, foram colocadas em
um funil de decantação para remoção da fase mais densa (água e impurezas
sólidas).
Depois da separação determinou-se a massa da fração menos densa. Seguidamente,
retirou-se uma alíquota da mesma para o teste de índice de acidez. A massa de
óleo média obtida depois do primeiro processo de aquecimento foi de 78,42 g.
Por diferença com a massa inicial de amostra (100 g), determinou-se uma massa
média de impurezas (água + resíduos sólidos) de 21, 58 g.
FILTRAGEM COM PENEIRAS DE 16 E 25 MESH
As amostras aquecidas a 60ºC foram filtradas usando uma peneira de 16 mesh
seguida de uma segunda filtração em peneira de 25 mesh. Após as filtrações foi
determinada a massa de óleo filtrado e por diferença identificou-se a massa de
resíduo sólido retido nas peneiras. O resíduo médio retido nas peneiras foi de
aproximadamente 2,0 g (2,76%m/m).
TESTES DE DECANTAÇÃO
O produto filtrado foi deixado em repouso para decantação das impurezas. O
tempo de decantação em cada uma das amostras foi diferente, conforme descrito
anteriormente. Durante a decantação, as amostras se mantiveram aquecidas a 50º
C.
Após o tempo de decantação, não foi possível separar as impurezas, foi
necessário utilizar o método de centrifugação usando um tubo graduado para
centrifugação a 3000 rpm. Este procedimento mostrou que, em média, o óleo
chega a esta etapa com menos de 1,2% m/m de impurezas (água + resíduos
sólidos).
Mostrando a eficiência do tratamento realizado, a massa média final das
amostras tratadas foi de 69,53 g.
CARACTERIZAÇÃO DO ÓLEO DE FRITURA TRATADO
Aspecto (líquido castanho claro), massa específica a 20°C (928,90Kg/m3),
índice de acidez mgKOH/g (6,84), teor de água(%)(0,22), índice de Iodo
gI2/100g (98,00).
Analisando os resultados da caracterização, foi possível verificar que, ainda
após o tratamento primário do óleo de fritura usado, o mesmo ainda tinha um
índice de acidez e um teor de água elevados, quando comparado a um óleo
refinado.
Desta forma, não foi recomendável o processamento do óleo através da rota de
transesterificação, limitada à conversão de óleos refinados.
Segundo o índice de iodo obtido (98,00g I2/100 g), verificou-se que a matéria-
prima coletada não era totalmente óleo de soja (aprox. 125 gI2/100 g). O óleo
usado coletado era uma mistura de óleo de soja com outro óleo ou gordura de
perfil lipídico mais saturado que o óleo de soja.
De acordo com o perfil lipídico do óleo de fritura tratado, foi possível
identificar a seguinte distribuição de ácidos graxos: MUFA > SAFA > PUFA
(35,73 > 35,71 > 28,55). O teor de MUFA e SAFA foi muito similar.
Dentre os ácidos graxos, destacaram-se: o C18:1 (ácido oleico) e o C18:2
(ácido linoleico).
Adicionalmente, caracterizou-se uma amostra de óleo de soja refinado, visando
à comparação das características do óleo de fritura coletado com as do óleo de
soja refinado, considerando que este último é o óleo mais consumido nos
processos de fritura de alimentos.
CARACTERIZAÇÃO DO ÓLEO DE SOJA REFINADO
Aspecto (líquido amarelo claro), massa específica a 20°C (913,80 Kg/m3),
índice de acidez mgKOH/g (0,72), teor de água(%) (0,048), índice de Iodo
gI2/100g (122,00).
Verificou-se nos resultados anteriores que o óleo refinado tem um teor de água
e um índice de acidez baixos. O número de iodo foi elevado, devido ao alto
teor de ácidos graxos monoinsaturados. Neste caso, a distribuição de ácidos
graxos foi: MUFA > SAFA > PUFA (40,65 > 32,32 > 27,05). Sendo os ácidos graxos
majoritários o C18:1 (ácido oleico) e o C18:2 (ácido linoleico).
Comparando os perfis de distribuição de ácidos graxos, foi possível verificar
que existem similaridades entre ambos. Corroborando a hipótese de que o óleo
de fritura coletado era majoritariamente formado por óleo de soja.
PRODUÇÃO DE BIODIESEL A PARTIR DO ÓLEO DE FRITURA TRATADO
Considerando as características físico-químicas do óleo de fritura após
tratamento primário (índice de acidez = 6,84 mg KOH/g e teor de água = 482,50
ppm), não foi possível utilizar diretamente a rota convencional de
transesterificação para a produção de biodiesel. Para o processamento desta
matéria-prima, as seguintes etapas foram seguidas:
1.Secagem da matéria-prima: necessária para reduzir o teor de água
presente no óleo tratado.
2.Pré-esterificação: proposta para reduzir o teor de ácidos graxos livres
presentes no óleo de fritura.
3.Transesterificação: após as etapas de secagem e pré-esterificação da
matéria-prima, verificou-se a possibilidade de se utilizar a ransesterificação
básica homogênea para produção do biodiesel.
SECAGEM
O óleo de fritura coletado, após passar pelo tratamento primário para remoção
de partículas em suspensão e água livre, foi seco a 110° C.
O teor de água na matéria-prima teve de ser baixo para garantir maior
conversão dos ácidos graxos na etapa de pré-esterificação.
Nesta etapa, o teor de água foi reduzido para 638,80 ppm (0,063%).
PRÉ-ESTERIFICAÇÃO
Os resultados das reações de esterificação realizadas são mostrados na tabela
1.
Como pôde ser observado na tabela 1, a esterificação nas condições das reações
5, 7 e 8 foi eficiente. Nestas condições, a acidez foi reduzida a valores
inferiores a 0,7 mg KOH/g. As frações apolares produzidas nestas reações
puderam ser processadas pela tecnologia de transesterificação.
O catalisador ácido homogêneo QGP-65M (ácido p-tolueno sulfônico, 65% em meio
metanol) foi o mais eficiente nesta etapa de esterificação. Os produtos das
reações com ácido sulfúrico (reações 9, 10, 11 e 12), além de mostrarem uma
coloração muito escura, própria da oxidação do produto, apresentaram um índice
de acidez superior a 0,7 mg KOH/g. Comportamento similar foi observado na
caracterização das frações produzidas com o catalisador QGP-95TS (ácido p-
tolueno sulfônico 95%)(reações 1, 2, 3 e 4).
Nas reações com maior concentração de catalisador (1%), conseguiram-se menores
índices de acidez.
Observou-se também o efeito da concentração de álcool (metanol). Nas reações
com menor teor de metanol (20%), a conversão de ácidos graxos foi maior,
consequentemente o índice de acidez foi inferior.
As frações apolares que apresentaram características físico-químicas adequadas
para processamento através de transesterificação (índice de acidez < 0,7 mg
KOH/g e umidade < 1000 ppm) foram processadas na etapa seguinte. As frações
escolhidas foram as produzidas nas condições das reações 5, 7 e 8.
TRANSESTERIFICAÇÃO
A caracterização preliminar dos produtos produzidos nas reações de
transesterificação é mostrada na tabela 2.
Nas reações de transesterificação, verificou-se que o teor de catalisador foi
determinante para que se atingisse um teor de ésteres superior ao especificado
pela ANP (mín. 96%). O maior teor de ésteres foi atingido nas condições com
razão molar óleo:álcool de 1:6 e 1,0% de catalisador.
Foi possível verificar que as amostras de biodiesel produzidas cumpriram com
todos os índices de qualidade estabelecidos pela ANP, com exceção da
estabilidade à oxidação. Este problema pôde ser resolvido adicionando aditivos
antioxidantes.
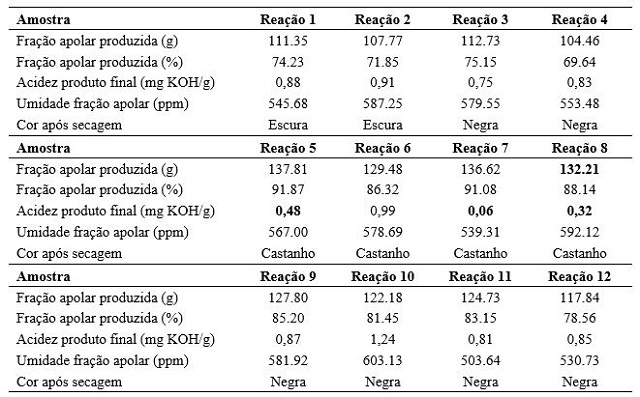
Caracterização do produto final da reação de esterificação.
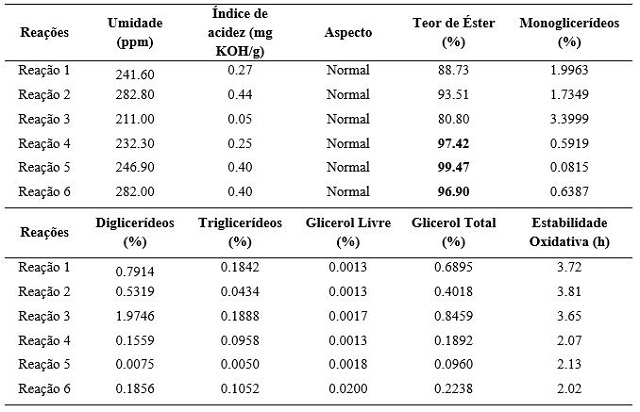
Caracterização preliminar do produto final da reação de transesterificação.
Conclusões
O óleo de cozinha usado, após tratamento primário, possuía um alto índice de acidez (6,84 mg KOH/g) e alto teor de água (0,22%). Para garantir a produção de biodiesel especificado a partir desta matéria-prima foi proposta uma nova tecnologia. A rota proposta consistia em três etapas (secagem, pré- esterificação e transesterificação). Na etapa de secagem o teor de água foi reduzido de 2.177,00 ppm para 638,80 ppm, já na pré-esterificação, realizada nas condições das reações 5, 7 e 8, o índice de acidez foi reduzido a valores inferiores a 0,7 mg KOH/g, possibilitando posterior uso da tecnologia de transesterificação na conversão deste produto. Na transesterificação, o catalisador ácido homogêneo QGP-65M (ácido p-tolueno sulfônico, 65% em meio metanol) foi o mais eficiente. Já os produtos das reações com os catalisadores de ácido sulfúrico e QGP-95TS (ácido p-tolueno sulfônico 95%), além de mostrar uma coloração muito escura, própria da oxidação do produto, apresentaram um índice de acidez superior a 0,7 mg KOH/g. Nas reações com maior concentração de catalisador (1%), menores índices de acidez foram atingidos e, nas reações com menor teor de metanol (20%), a conversão de ácidos graxos foi maior. Ainda na transesterificação, realizada nas condições das reações 4, 5 e 6, conseguiu-se produzir um biodiesel com um teor de éster superior a 96%, verificando que o teor de catalisador foi determinante para que se atingisse esta conversão. O maior teor de éster foi atingido na condição com razão molar óleo:álcool de 1:6 e 1,0% de catalisador. As amostras de biodiesel com melhores resultados de conversão, produzidas nas condições das reações 4, 5 e 6, foram caracterizadas seguindo os índices físico-químicos estabelecidos na Resolução ANP nº 45/2014, que cumpriram com todos os índices de qualidade estabelecidos, com exceção da estabilidade à oxidação, que pôde ser resolvida, adicionando-se aditivos antioxidantes.
Agradecimentos
Aos meus orientadores Dra. Yordanka Reyes, Dra. Gisel Chenard e aos meus colegas do laboratório GREENTEC-UFRJ, pela dedicação em me auxiliar na elaboração desta tese.
Referências
DIRETIVA, 2009 - Renewable Energy Directive (2009/28/EC) – Diretiva do Parlamento Europeu e do Conselho (2009/28/EC). Disponível em: <https://www.ec.europa.eu>. Acesso em: 08 de março 2018.
DIRETIVA, 2015 - Directive to reduce indirect land use change for biofuels and bioliquids (EU)2015/1513). Disponível em: <https://www.ec.europa.eu>. Acesso em: 08 de março 2018.
HUMAN POPULATION. Disponível em:<https://www.worldometer.info>. Acesso em: 11 abril 2018.
IEA-International Energy Agency. Disponível em: <https://www.iea.org>. Acesso em: 12 abril 2018.
RESOLUÇÃO ANP Nº 45 DE 25/08/2014. Disponível em <www.anp.gov.br.>. Acesso: março 2018.










