Desempenho do processo Fenton na redução do teor de óleos e graxas (TOG) em água de produção de petróleo
ISBN 978-85-85905-25-5
Área
Ambiental
Autores
Silva, F.P. (UFRJ) ; Marques, E.G. (UFRJ) ; Fonseca, F.V. (UFRJ)
Resumo
A água de produção (AP) é, atualmente, um grande desafio para a indústria de petróleo. De gerenciamento difícil, seus principais destinos acabam sendo o descarte, o reúso ou a reinjeção, muitas vezes necessitando de um tratamento para se adequarem aos limites exigidos pela legislação. No presente trabalho, estudou-se várias condições experimentais de aplicação do processo Fenton, com variação de pH e concentrações de peróxido de hidrogênio (H2O2) e íons ferrosos (Fe(II)), tendo sido possível observar reduções de óleos e graxas de quase 100,0% em pH 6,0 e concentração de 284,87 mg.L-1 de Fe(II) e variação na concentração de H2O2, sugerindo ser vantajoso a investigação da aplicação de um processo nesta faixa de pH.
Palavras chaves
processo Fenton; água de produção de petró; teor de óleos e graxas
Introdução
O petróleo é, atualmente, uma das matéria-primas mais importantes e negociadas a nível mundial, sendo a principal fonte de energia e receita para muitos países (SANTOS E NASCIMENTO, 2016; CASSELLA et al., 2005). Em campo petrolífero, sua produção ocorre de forma associada a gás e água (REYNOLDS, 2003). Aliada ao aumento de sua demanda, água de produção, água produzida ou água de processo (AP) são termos utilizados para se referirao efluente que consiste na mistura da água de formação do poço produtor, bem como nas águas de injeção, a usada para dessalinização do petróleo produzido e a de condensação, alcançando a superfície juntamente com o material extraído do reservatório (AL-GHOUTI et al., 2019; SINGH, 2010; FAKHRU’L-RAZI et al, 2009; VEIL et al, 2004). Por ter composição complexa, contendo íons e gases dissolvidos como ferro, cloreto, sulfeto de hidrogênio, sulfato, e além de bactérias, altos teores de sólidos e óleo e produtos químicos como desemulsificantes, biocidas, antiespumas, antiincrustrantes, entre outros (CURBELO, 2002), a AP possui gerenciamento difícil, sendo sua destinação final passível de ocorrer tanto por descarte, como por reúso e até mesmo reinjeção (MOTTA et al., 2013). Em geral, o maior problema associado a AP é o teor de óleos e graxas (TOG), sendo este um parâmetro fundamental e regulado pela legislação conforme a resolução CONAMA 393/2007, que atribui uma concentração média máxima de 29 mg.L-1, com valor máximo de 42 mg.L-1 para descarte no caso de plataformas marítimas,e da resolução CONAMA 430/2011, que atribui valor máximo de 20 mg.L-1 para óleos minerais para casos de proximidades do litoral. Para adequação aos limites da legislação, vários são os tratamentos a que ela pode ser submetida, como, por exemplo, separação gravitacional, flotação, hidrociclones, processos adsortivos, coagulação, processos biológicos, membranas, processos oxidativos avançados (POA), entre outros (CAPPS et al., 1993; BENSADOK et al. 2007; FERNANDES JUNIOR, 2006; FAKHRU’L-RAZI et al., 2009;RICHER, 2009; IWAKI, 2015, MOTTA et al., 2013; ALATON et al., 2002). Com relação aos POA, estes se baseiam na geração de radicais hidroxila (.OH),responsáveis pela oxidação de poluentes orgânicos,utilizando ou não um catalisador para acelerar a cinética de reação (ALATON et al., 2002). Dentre os oxidantes empregados, o ozônio (O3) e o peróxido de hidrogênio (H2O2) são os mais comuns. No POA conhecido como Fenton, íons ferrosos (Fe(II)) catalisam a degradação do H2O2 em .OH e causam sua decomposição química posteriormente (TORRES, 2015). Nesse contexto, o presente trabalho objetiva a avaliação do desempenho do processo Fenton na redução do TOG de amostras de AP de petróleo, em condições de pH diferentes e variação da concentração de H2O2e Fe(II).
Material e métodos
Amostras formuladas: As amostras formuladas foram preparadas visando a reprodução das características de amostras de água produzida oriundas de uma refinaria anteriormente caracterizada. Todos os reagentes e solventes usados foram, no mínimo, de grau analítico. Já o óleo foi cedido também pela refinaria. O efluente simulado possuía concentração de cloreto de sódio (NaCl) de 100.000 mg.L-1 e de 100±5 mg.L-1 de óleo, ambos adicionados a água anteriormente aquecida a 80ºC com auxílio de uma placa de aquecimento e sob agitação de 15000 rpm em equipamento ultraturrax. Condução dos experimentos com oxidação avançada – Reação de Fenton homogênea: Os ensaios foram desenvolvidos em erlenmeyers de 250 mL. Em cada erlenmeyer era adicionado um volume de 200 mL do efluente simulado, de onde eram retiradas alíquotas de volume igual à soma dos demais reagentes que seriam adicionados. Em seguida, o sulfato de ferro heptaidratado (FeSO4.7H2O) era misturado sob agitação, e o pH era ajustado com uma solução de ácido sulfúrico (H2SO4) ou hidróxido de sódio (NaOH), conforme necessidade.Como o peróxido de hidrogênio (H2O2) não alterava de forma significativa o pH dos testes, assim que este era adicionado, os erlenmeyers eram lacrados com papel alumínio e colocados em uma mesa agitadora a 200 rpm por 2 horas. Os valores de pH escolhidos para a avaliação foram 3,0, por ser o pH descrito na literatura como ótimo para a reação de Fenton (NEYENS E BAYENS, 2003) e 6,0, por ser próximo ao pH natural do efluente (5,8). As concentrações escolhidas levaram em consideração uma demanda química de oxigênio (DQO) teórica de 268 mgO2.L-1. Ao final dos ensaios, o teor de óleos e graxas (TOG) era mensurado a partir de metodologia descrita por MORAES (2005).
Resultado e discussão
Os experimentos foram executados conforme apresentado na Tabela 1. Os
resultados obtidos para a eficiência do processo Fenton em cada condição
experimentada, dado em função da redução de TOG (%), constam na Figura
1. Considerando fixo o pH e variando apenas as concentrações de
H2O2 e Fe(II) adicionado, percebeu-se que, em pH 3,0,
os experimentos 2 e 4 tiveram os melhores resultados (Figura 1 a)),
apresentando eficiência em torno de de 94,0% na redução do TOG, o que
permite inferir que, para o caso em que a concentração de
H2O2 estudada era máxima, a concentração de Fe(II)
utilizada não teve importância significativa para o objetivo do presente
trabalho. Com relação aos experimentos 1 e 3, nos quais a diferença era a
variação na concentração de Fe(II), foi percebido que a adição de uma
concentração maior de Fe(II) teve pouca influência na eficiência do processo
Fenton a pH 3,0. Sabe-se que, quando a concentração de Fe(II) excede a de
H2O2, o tratamento tende a apresentar predominância de
coagulação química (NEYENS E BAYENS, 2003), nesse caso, visto que as
concentrações iniciais eram de 1:1 ou 1:2 nos ensaios 1 e 3, a concentração
de Fe(III) poderia estar atrapalhando a oxidação química desejada. Quanto
aos experimentos nos quais era fixado o pH em 6,0, nas condições em que a
concentração de Fe(II) era a máxima estudada (experimentos 3 e 4), as
eficiências de remoção de TOG alcançaram quase 100,0%, independente da
concentração de H2O2. Isso pode ser aplicado por
raciocínio parecido ao anterior: a presença de H2O2 em
concentração maior, pode favorecer a oxidação química (NEYENS E BAYENS,
2003), porém o pH mais alto pode ter favorecido decomposição do
H2O2 em oxigênio e água em um grau maior (LANGE et
al., 2006). Com relação aos ensaios 1 e 2, onde as concentrações de Fe(II)
eram mínimas, um aumento na concentração de H2O2
levou a um aumento considerável na eficiência do processo, fenômeno esse já
explicado anteriormente (NEYENS E BAYENS, 2003). Em linhas gerais, sabendo-
se que cada experimento 1, 2, 3 e 4 aqui descrito se referem a condições
semelhantes em que ocorre mudança apenas no pH reacional, é possível
observar que, para o caso em que se adiciona a mínima concentração de
H2O2 e Fe(II), a eficiência do processo fica por volta
de 80,0% nos dois casos (experimentos 1, Figura 1 a) e b)).
Nos experimentos 2, eficiência superior ocorre para o caso em que o pH
reacional é menor, o que pode ser explicado pelo fato de que, em pH maior e
na presença de concentração mais alta de H2O2, o
próprio H2O2 pode atuar como “sequestrador” de radical
hidroxila, formando íons hidroxiperoxila em condições onde Fe(II) está em
concentrações menores com relação a de íons férricos (Fe(III)) (NOGUEIRA et
al., 2007). Diante dos resultados obtidos, pôde-se constatar que, apesar de
a reação de Fenton ocorrer de maneira mais significativa em valores de pH
por volta de 3,0, a redução do teor de óleos e graxas das amostras de água
de produção utilizadas ocorreu melhor em condições onde o pH era 6,0 o que
significa menores gastos com reagentes, uma vez que o pH do efluente bruto
era de 5,8.
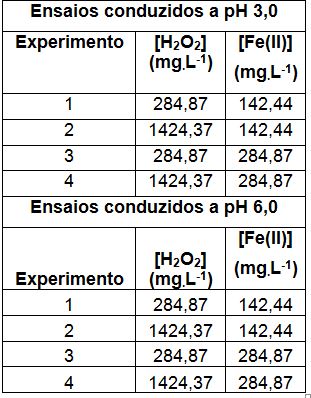
Condições experimentais utilizadas para avaliação do processo.

Eficiência na redução do TOG (%): a) em pH 3,0; b) em pH 6,0.
Conclusões
No presente trabalho foi possível avaliar a eficiência do processo Fenton na remoção do teor de óleos e graxas em amostras de água de produção formuladas em condições de variação de pH e nas concentrações de H2O2 e Fe(II). Diante do exposto, ficou clara a necessidade de pensar na utilização de uma proposta onde o pH reacional para o tratamento fosse 6,0, uma vez que este pH esta na faixa do efluente bruto utilizado no presente trabalho, sendo vantajoso no ponto de vista de economia no gasto com reagentes.
Agradecimentos
À Escola de Química da Universidade Federal do Rio de Janeiro (EQ/UFRJ) e ao Laboratório de Tratamento de Águas e Reúso de Efluentes (LabTARE).
Referências
ALATON, I.A., BALCIOGLU, I.A., BAHNEMANN, D.W. Advanced oxidation of a reactive dye bath effluent: comparison of O3, H2O2/UV-C and TiO2/UV-A processes. Wat. Res. 36, 1143 – 1154, 2002.
AL-GHOUTI, M. A.; AL-KAABI, M. A.; ASHFAQ, M. Y.; DA’NA, D. A. Produced water characteristics, treatment andreuse: A review. Journal of Water Process Engineering 28, p. 222–239, 2019.
BENSADOK, K; BELKACEM, M; NEZZAL, G. Treatment of Cutting Oil/Water Emulsion by Coupling Coagulation and Dissolved Air Flotation. Desalination, v. 206, p. 440–448, 2007.
BRASIL. RESOLUÇÃO CONAMA n. 393,de 8 de agosto de 2007. Dispõe sobre odescarte contínuo de água de processoou de produção em plataformas marítimasde petróleo e gás natural, e dá outrasprovidências.
BRASIL. RESOLUÇÃO CONAMA n. 430,de 13 de maio de 2011. Dispõe sobre ascondições e padrões de lançamento deefluentes, complementa e altera aResolução n. 357, de 17 de março de2005, do Conselho Nacional do MeioAmbiente.
CAPPS, R. W.; METELLI, G. N.; BRADFORD, M. L. Reduce oil and grease content in wastewater, Hydrocarbon Processing, v.1,p. 102-110,1993.
CASSELLA, R. J., OLIVEIRA, E. P., SANTELLI, R. E., 2005. Direct Determination of Lead in Produced Waters from Petroleum Exploration by ETAAS Using Ir-W Permanente Modifier Combined with Hydrofluoric Acid. Anal. Chim. Acta. 545, 85 - 91.
CONAMA 357, RESOLUÇÃO CONAMA (Conselho Nacional do Meio-Ambiente) Nº 357, de 17 de marçode 2005, Disponível em :<http:// www.gov.br/port/conama/res/res 05/res 35705.pdf> acesso e. 20/04/2008.
CURBELO, F.D.S. Estudo da Remoção de Óleo em Águas Produzidas na Indústria de Petróleo, por Adsorção em Coluna Utilizando a Vermiculita Expandida e Hidrofobizada. Dissertação de mestrado em Engenharia Química. Programa de pós-graduação em engenharia química. UFRN. Natal/RN, mar. 2002.
FAKHRU’L-RAZI, A.; ALIREZA, P.; LUQMAN, C.A.; DAYANG, R.A.B; SAYED, S.M.; ZURINA, Z.A. 2009. Review of Technologies for oil and gas produced water treatment. Journal of Hazardous Materials, 170: pp. 530-551.
FERNANDES JUNIOR, W. E. Projeto e Operação em Escala Semi-industrial de um Equipamento para Tratamento de Águas Produzidas na Indústria do Petróleo Utilizando Nova Tecnologia: Misturador-Decantador à Inversão de Fases. Tese (Doutorado em Engenharia Química), Programa de Pós-Graduação em Engenharia Química, Universidade Federal do Rio Grande do Norte, 2006.
IWAKI, G.P.; Sistemas de Tratamento de Água Produzida em Plataformas OFF-SHORE, Portal tratamento de água, 05 nov. 2015.
LANGE, L. C.; ALVES, J. F.; AMARAL, M. C. S.; MELO JÚNIOR, W. R.Tratamento de lixiviado de aterro sanitário por processo oxidativoavançado empregando reagente de Fenton. Revista Sanitária e Ambiental, v.11, nº 2, p. 175-183, 2006.
MORAES, N. A. Estudo da Hidrodinâmica de um Novo Separador Líquido-Líquido:Aplicação ao Sistema Óleo-Bruto/Água Produzida. 2005. 93f. Dissertação (Mestradoem Engenharia Química) – Centro de Tecnologia, Departamento de EngenhariaQuímica, Programa de Pós-Graduação em Engenharia Química, UniversidadeFederal do Rio Grande do Norte, Natal.
MOTTA, A. R. P., BORGES, C. P., ARAUJO, K. P., BRANCO, L. P. N. Tratamento de água produzida de petróleo para remoção de óleo por processos de separação por membranas: revisão. Eng. San. Amb., 18, 15 – 26, 2013.
NEYENS, E.; BAEYENS, J. A review of classic Fenton’s peroxidation as anadvanced oxidation technique. Journal of Hazardous Materials, v. B98, p. 33-50, 2003.
NOGUEIRA, R. F. P.;TROVÓ, A. G.;SILVA, M. R. A.; VILLA, R. D.; OLIVEIRA, M. C. Fundamentos e aplicações ambientais dos processos fenton e foto-fenton. Quim. Nova, v. 30, p. 400-408, 2007.
REYNOLDS, R. R. Produced Water and Associated Issues: A Manual for the IndependentOperator. Oklahoma Geological Survey Open-file Report, v. 6, p. 1-56, 2003.
RICHTER, C. A., Água: Métodos e tecnologia de tratamento. 1º Edição. São Paulo: Editora Blucher, 2009. 340 p.
SANTOS, A. P., NASCIMENTO, N., 2016. Internacionalização do petróleo: o caso Petrobrás. Cad. Cient. Cec. 3, 105 - 112.
SINGH, R. Produced Water Treatment for Beneficial Uses. Filtration & Separation Journal, v.47, p. 20-23, 2010.
TORRES, R. C. Estudo do tratamento combinado de processo Fenton e microfiltração submersa em lixiviado de aterro sanitário. Dissertação de Mestrado. Programa de Tecnologia de Processos Químicos e Bioquímicos, Universidade Federal do Rio de Janeiro, Rio de Janeiro, RJ, 145 p., 2015.
VEIL, J.A.; PUDER, M.V.; ELCOCK, D.; REDWEIK Jr.,R.J. 2004. A white paper describing produced water from production of crude oil, natural gas and coal bed methane. Argonne National Laboratory/US Department of Energy, 87p.








