Autores
Moraes, D.S. (IFMA CAMPÚS ZÉ DOCA) ; Vieira, J.S.C. (IFMA CAMPÚS ZÉ DOCA) ; Rodrigues, M.R.M. (IFMA CAMPÚS ZÉ DOCA) ; Reis, H.C. (IFMA CAMPÚS ZÉ DOCA) ; Cesario, V.M. (IFMA CAMPÚS ZÉ DOCA) ; Darlon, J.D. (IFMA CAMPÚS ZÉ DOCA) ; Pereira, A.R. (IFMA CAMPÚS MARACANÃ)
Resumo
Óleos impróprios para o processamento de biodiesel por transesterificação alcalina
foram caracterizados físico-químicamente. O óleo de palma foi convertido em
biodiesel por catálise homogênea, os ensaios por CLAE revelaram um rendimento de
86,6-89,3% biodiesel para o óleo por degomado aquoso e de 82,0-86,7% para o óleo
degomado ácido. O tratamento por degomagem não foi eficaz ao ponto de reduzir o
teor de AGL ≤0,5% e deixar o óleo com 0,25% H2O para considerá-lo próprio para o
processo de transesterificação tradicional. Por tanto, verifica-se a necessidade
de melhorarem-se as rotas reacionais visando adequar-se a matéria-prima graxa para
a obtenção de biodiesel e atender as especificações da ANP
Palavras chaves
Ácidos graxos livres; Degomagem; Biodiesel
Introdução
O refino de matérias-primas oleaginosas de baixo valor agregado visando sua
conversão para éster de ácidos graxos (biodiesel) é de fundamental importância
para adequá-los ao processo de transesterificação tradicional (VIEIRA et al.,
2017; CASTRO, 2019).
A reação de transesterificação via catálise homogênea básica é na atualidade a
técnica mais utilizada para a obtenção de biodiesel. Ela é capaz de converter a
matéria-prima em valores superiores a 98% de biodiesel (ENCINAR, SANCHEZ,
GARCIA, 2011; DRELINKIEWICZ, 2014 ). Por outro lado, o referido processo de
transformação exige uma matéria-prima de elevada pureza, ou seja, um baixo teor
de ácidos graxos livres, AGL (AGL ≤ 0,5%) e isenção ou baixo teor de umidade (no
máximo 0,25% H2O). Consequentemente, a produtividade sustentável e a
competitividade do biodiesel decaem significativamente em relação ao diesel
fóssil no mercado consumidor (VIEIRA et al., 2017).
Uma alternativa economicamente viável para reduzir os custos do processo de
transesterificação por catálise homogênea básica é o emprego de matéria-prima de
baixo valor agregado para compensar os custos elevados com a aquisição de
matérias-primas de elevada pureza (VIEIRA et al., 2017). No entanto, material
graxo de baixa qualidade em geral apresenta em sua composição química, um
elevado índice de acidez e teor de umidade, que os tornam inadequado para à
obtenção de biocombustíveis. Dentre tais recursos obtidos de fontes renováveis
de energia destacam-se o óleo de pequi (Caryocar brasiliensis), um material
oleaginoso encontrado com certa abundância na mesorregião do Alto Turi
maranhense o ano inteiro, sendo que o ponto culminante de coleta deste fruto
reside na faixa de janeiro a março. Nesse interim, agricultores familiares
tratam de extrair o óleo de modo rudimentar e o armazenam para venda ao longo do
ano.
Em face da maneira como o sistema de coleta, extração e armazenamento são
conduzidos, com o passar do tempo o óleo entra em processo de rancidez
(deterioração) liberando ácidos graxos livres (AGL) e água que são variáveis de
estado de um óleo vegetal indesejáveis ao processo de produção de biodiesel, uma
vez que estes interferem negativamente no decurso da reação de
transesterificação inativando o catalisador homogêneo básico (NaOH ou KOH)
originando sais de ácidos graxos (sabão) e reduzindo a produção de biodiesel
ambientalmente sustentável (CASTRO, 2019; PENEDO, COELHO, 2013 ).
Os componentes indesejáveis ao processo produtivo de biodiesel por catálise
homogênea básica, contidos na composição química dos materiais de baixo valor
agregado, tais como, AGL, H2O, fosfatídeos hidratados e não hidratados,
proteínas e pigmentos coloridos podem ser eliminados através de técnicas de
purificação ou refino dos materiais graxos. Neste estudo destacam-se os
processos de degomagem aquosa e de degomagem ácida (PENEDO, ARRUDAS, RODRIGUES,
2013; AZEVEDO, 20140). Enquanto, o processo físico de degomagem aquosa inativa
os fosfatídeos hidratados, o processo químico de degomagem ácida é aplicado na
purificação de óleos contendo fosfatídeos independentes de ser hidratados ou
não, além de outros interferentes supracitados. Na degomagem aquosa, o agente
com a função de arrastar as substâncias indesejáveis é água aquecida (daí ser
considerado um processo físico). No processo de degomagem ácida, o digestor dos
interferentes é o ácido fosfórico (H3PO4). A técnica de degomagem é largamente
empregada nos meios industriais de óleos e gorduras para refinar óleos brutos em
função do seu baixo custo de aquisição no mercado fornecedor, que tende
satisfazer a demanda das indústrias de óleos e gorduras. (SILVA, ARRUDAS,
RODRIGUES, 2015; VIEIRA et al., 2020).
A etapa mais difícil de executar é a de neutralização devido à geração de
borras, além de causar o arraste significativo de óleo neutro e de antioxidante.
Ela consiste na adição de solução de hidróxido de sódio (NaOH), cuja função é a
remoção dos ácidos graxos presentes na matéria-prima graxa (ENGELMANN, 2015).
Este trabalho teve por objetivos refinar amostras de óleos vegetais in natura
por degomagem ácida e aquosa visando à produção de biodiesel. Para se atingir o
objetivo geral proposto realizaram-se as seguintes etapas: caracterização
físico-química de amostras de óleos vegetais de baixo valor agregado, comparação
da eficiência de refino entre a degomagem ácida e aquosa, produção de biodiesel
a partir de óleos vegetais degomados e contribuição com a sustentabilidade
ambiental.
A utilização de matérias-primas oleaginosas consideradas de baixa qualidade para
a produção sustentável de biodiesel por transesterificação homogênea pode se
tornar economicamente viável e colocar o Brasil na vanguarda de tecnologias
produtivas de energia renovável, e pode se constituir em uma excelente
oportunidade de desenvolvimento científico e tecnológico com óbvias
consequências econômicas gerando divisas, empregos e renda.
Material e métodos
As matérias-primas graxas utilizadas neste trabalho foram o óleo de palma doado
pela Agropalma e o óleo de pequi adquirido junto a agricultores familiares da
mesorregião do Alto Turi.
As matérias-primas foram transportadas para os Laboratórios de Químico e de
Biocombustíveis do IFMA-Campus Zé Doca, onde foram caracterizadas físico-
quimicamente antes e depois do tratamento em termos de índice de acidez (IA),
teor de ácidos graxos livres (AGL), teor de umidade (H2O), Densidade (D) e
índice de saponificação (Is) conforme recomendam Moreto et al. (2002), TECBIO
(2008), Instituto Adolfo Lutz (2005) e Melo et al. (2012). As análises foram
realizadas em triplicata totalizando 48 ensaios no decurso deste trabalho.
DEGOMAGEM AQUOSA E DEGOMAGEM ÁCIDA
As amostras de óleo foram aquecidas após a adição de 5% de água fervente em
relação à massa base do referido óleo, a mistura foi mantida em constante
agitação durante 30 minutos e aquecida a 70 °C. Em seguida, foi submetida à
centrifugação para separação das gomas hidratadas do óleo. Finalmente, foram
desumificadas em estufa a 100 °C durante 6 horas e liberadas para análises.
Os óleos vegetais de palma e de pequi também foram tratados pela técnica de
degomagem ácida. As amostras foram aquecidas até 70°C durante 30 minutos e
adicionados lentamente 5% de ácido fosfórico em relação à massa base do óleo
bruto. Em seguida a mistura foi adicionada em um funil de decantação para
separação de fases. Posteriormente, o óleo foi submetido à centrifugação durante
20 minutos a 3300 rpm. As amostras foram submetidas a uma segunda decantação e
neutralizadas com solução alcalina de hidróxido de sódio a 0,2 Mol. L-1 e
submetidas a uma terceira decantação. Finalmente foram desumificadas e liberadas
PRODUÇÃO DE BIODIESEL A PARTIR DO ÓLEO DE PALMA TRATADO
A produção de biodiesel foi realizada num balão de fundo chato, com capacidade
de 500 mL, acoplado em um sistema de refluxo.
O sistema foi mantido em agitação magnética rigorosa ao longo do processo. O
tempo reacional consistiu de 60 minutos e a temperatura, de 70 °C.
A mistura reacional foi adicionada em um funil de decantação para separação de
fases. A fase inferior, glicerinosa (subproduto), foi descartada e a fase
superior (mistura de ésteres metílicos) foi lavada com água acidulada de ácido
sulfúrico (H2SO4 a 0,01 Mol. L-1) e posteriormente, com água aquecida até que o
produto final ficasse límpido.
Resultado e discussão
Os resultados da caracterização físico-química revelados para o óleo de Palma in
natura (bruto) indicaram elevados teores de umidade (0,93 a 0,95 % H2O) e de AGL
(1,90 a 1,92 %). Tais resultados estão acima do limite permitido (AGL ≤0,5%) e
(H2O no máx. 0,25%). Diante do exposto partiu-se para um tratamento do óleo por
degomagem aquosa e por degomagem visando-se adequar o referido óleo para o
processo de transesterificação homogênea ácida e logicamente converter o óleo de
palma em biodiesel.
Degomagem aquosa e ácida do óleo de palma
As amostras foram tratadas previamente pela de degomagem aquosa.. Em
termos de teor de AGL, ao comparar-se os resultados obtidos após degomagem
aquosa com os da caracterização do óleo in natura verificou-se que houve uma
redução do teor de ácidos graxos livres numa faixa de 69% (passando de 1,91 para
0,59%). No tocante à umidade houve uma redução de 35% H2O passando de 0,94 para
0,61%. O processo de desumidificação precisa ser melhorado também para o óleo
de pequi se torne propício para o processo de transesterificação por catálise
homogênea básica e consequentemente, coloque o biodiesel na rota de excelência
de energia limpa garantindo produtividade e competitividade sustentável e
ambiental.
As amostras do óleo de palma também foram tratadas previamente pela de degomagem
ácida. Comparando-se os resultando obtidos com os resultados da amostra bruta
foi observado que houve uma redução do teor de ácidos graxos livres (AGL) numa
faixa de 64% (passando de 1,91 para 0,68%). Os resultados observados no decorrer
dos ensaios de caracterização do óleo de palma tratado pelas técnicas de
degomagem ácida e por degomagem aquosa nos permitiu inferir que no tocante ao
teor de umidade houve uma redução considera de água na faixa de 66 %(reduzido de
0,94 para 0,58%). Em linhas gerais, ambos tratamentos visando a redução de AGL
foram eficientes para reduzirem drasticamente o teor de AGL, porém, não foram
eficazes ao ponto de deixarem o AGL≤ 0,5%. Os resultados revelados nos levam a
inferir que se faz necessário melhorar as condições reacionais das referidas
técnicas, como por exemplo, elevar o tempo de reação ambos os casos e
provavelmente controlar o pH do meio ácido aumentando-se a concentração de
hidróxido de sódio. O processo de desumidificação precisa ser melhorado também
para o óleo de pequi se torne propício para o processo de transesterificação por
catálise homogênea básica e consequentemente, coloque o biodiesel na rota de
excelência de energia limpa garantindo produtividade e competitividade
sustentável e ambiental.
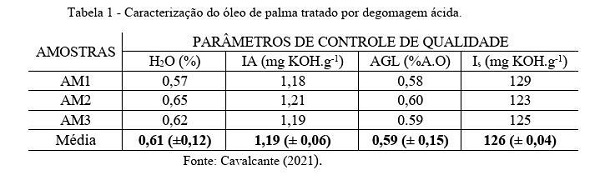
A Tabela 1 mostra os resultados revelando durante a caracterização físico-
química do óleo de palma tratado por degomagem ácida.
Tabela 1 - Caracterização do óleo de palma tratado por degomagem ácida.
AMOSTRAS PARÂMETROS DE CONTROLE DE QUALIDADE
Um AGL≥ 0,5% pode inativar o catalisador e gerar sais de ácidos graxos (sabão)
e reduzir a geração de biodiesel. Castro (2019). Embora a redução seja
significativa, o tratamento do óleo in natura através do refino por degomagem,
seja aquosa, seja ácida, não atingiu a especificação desejada na ordem de 0,5%
nas amostras analisadas, indicado que a rota reacional do refino por degomagem
precisa ser adequada visando à redução do teor de ácidos graxos ainda mais.
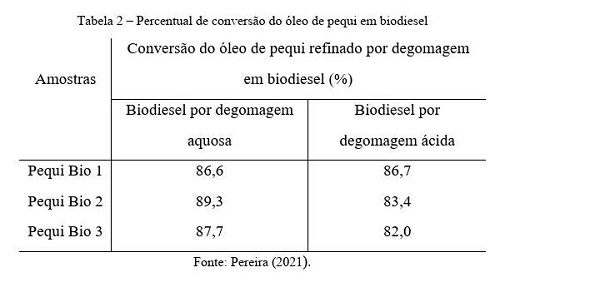
A produção de biodiesel a partir do óleo de pequi foi realizada em duas etapas
com o óleo tratado por degomagem aquosa e por degomagem ácida, cujo objetivo foi
reduzir o teor de ácidos graxos livres e de umidade com a adição de sais
secantes. A Tabela 2 ilustra o teor de ésteres metílicos contido nas amostras
dos biodieseis.
Tabela 2 – Percentual de conversão do óleo de pequi em biodiesel
Os ensaios da caracterização do biodiesel foram realizados pela técnica
de Cromatografia Líquida de Alta Eficiência (CLAE) através da parceria do GPAQS
com o Laboratório da Intertek do Brasil, unidade Porto do Itaqui em São Luís-MA.
Na Tabela 2 observa-se que a conversão do óleo de pequi em ésteres
metílicos de ácidos graxos indicaram resultados significativos, porém, tais
valores ainda se encontram abaixo da especificação da ANP (Agência Nacional de
Petróleo, Gás Natural e Biocombustíveis) conforme a Resolução ANP n. 45 de
25/08/2014, cujo teor específico para ésteres metílicos ou etílicos reside na
faixa de 96,5%, indicando o controle reacional para transesterificação do óleo
refinado por degomagem ácida ou aquosa deve ser ajustado.
Caracterização do óleo de palma tratado por degomagem ácida
Percentual de conversão do óleo de pequi em biodisel
Conclusões
As matérias-primas graxas empregadas neste trabalho apresentaram elevadores teores
de AGL e H2O. Este fato as torna impróprias para a obtenção de biodiesel
ambientalmente sustentável e competitivo em relação ao diesel fóssil.
Os óleos de pequi e de palma foram refinados pela técnica de degomagem
aquosa e acida visando uma produtividade e competitividade eficaz do biodiesel
obtido, determinantemente efetiva. Embora o refino tenha sido eficaz, não foi
capaz de produzir um efeito real, por extensão eficiente como esperado.
Tanto o tratamento dos óleos por degomagem aquosa, quanto por degomagem ácida não
foram capazes de reduzir o teor de AGL≤ 0,5% e nem H2O ≤ 0,25% . Em termos
proporcionais, a purificação por ambas as técnicas de degomagem atingiram o mesmo
patamar. Neste sentido, pode-se inferir que a rota reacional de refino por
degomagem necessita de ajustes para tornar os óleos estudados propícios para o
processamento de biodiesel por transesterificação homogênea básica.
Agradecimentos
Os autores agradecem ao apoio e aporte financeiro concedido pela PRPGI (Pró-
Reitoria de Pesquisa, Pós-graduação e Inovação do IFMA, pelo Campus Zé Doca e pelo
Grupo de Pesquisas em Análises Químicas Sustentáveis (GPAQS).
Referências
AGÊNCIA NACIONAL DE PETRÓLEO, GÁS NATURAL E BIOCOMBUSTÍVEIS (ANP). Resolução 045 de 25 de novembro de 2014. Disponível em: www.anp.gov.br. Acesso em julho de 2021.
AZEVEDO, A. S. Clarificação e desodorização do óleo de babaçu (Orbignya speciosa) para fins comestíveis. Monografia (Graduação em Tecnologia de Alimentos) – Instituto Federal do Maranhão. Zé Doca, 41f. Zé Doca, 2014.
CASTRO, W.S. Extração e preparação do óleo de gongo (Pachymerus nucleorum) para obtenção de biodiesel por rota metílica. Zé Doca, 2019, 47f. Graduação (Licenciatura em Química) – Instituto Federal do Maranhão – Campus-Zé Doca, 2019.
DRELINKIEWICZ, A. et al. Organosufonic acid doped polyaniline solid acid catalyst as basic for the formation of esters bio-in reaction of esterification and transesterification. Journal Fuel, vol.116, p 760-771, 2014.
ENCINAR, J. M.; SANCHEZ, N. G.; GARCIA, M. L. Study of biodiesel production from animal fats with free fatty acid content. Bioresource Tecnology, v.102, p. 10907-10914, 2011.
ENGELMANN, J. I. Estudo das etapas de degomagem e neutralização do óleo de farelo de arroz. TCC (Graduação em Engenharia de Alimentos). Bagé (RS), 2015, 77f. TCC (Graduação em Engenharia de Alimentos), Universidade Federal do Pampa, Bagé (RS), 2015.
INSTITUTO ADOLFO LUTZ. Normas analíticas do Instituto Adolfo Lutz, vol. 1: Métodos químicos e físicos para análise de alimentos – óleos e gorduras. 5 ed. São Paulo, IMESP, 2005.
MELO, Patrícia C. et al. Avaliação termogravimétrica dos óleos (amêndoa e mesocarpo) da macaúba (Acronomia aculeata)para produção de biodiesel. In: Anais do 5º Congresso da Rede Brasileira de Tecnologia de Biodiesel e 8º Congresso de Plantas Oleaginosas, Óleos, Gorduras e Biodiesel, 5, 2012, Salvador (BA). Anais... Salvador: RBTB, 2012.
MORETTO, E; ALVES, R. F. Óleos e gorduras: processamento e análise. Florianópolis: Ed. da UFSC, 1986.
PENEDO, P. L. M.; COELHO, G. L. V. Efeito da degomagem na desacidificação de óleo de soja com co2 supercrítico. Revista de Ciências Exatas 18.1/2 (2013).
SILVA, D.S.; ARRUDAS, S. R.; RODRIGUES, M. T. S. Avaliação do refino de óleo de babaçu (Attalea vitrivir) e buriti (Mauritia flexuosa) pelos processos de degomagem ácida e aquosa. In: 9° FORUM DE ENSINO, PESQUISA, EXTENSÃO E GESTÃO (FEPEG), Belo Horizonte (MG), 23 a 26 de setembro de 2015.
TECNOLOGIAS BIOENERGÉTICAS. Procedimento operacional padrão da Brasil Ecodiesel – Análise do controle de Qualidade, 30p, 2008.
VEIRA, J. S. C.; SOUSA, T. L.; ROSAS, L. S.; LIMA, A. L.; RONCONI, C. M.; MOTA, C. J. A. Esterificação e transesterificação homogênea de óleos vegetais contendo alto teor de ácidos graxos livres. Quim. Nova, vol. 41, n. 1, p.10-16, 2017.
VIEIRA, J. S. C. et al. Clarificação r desodorização de óleo vegetal de babaçu (Orbignya speciosa) para fins alimentícios. Braz. J. of Develop., vol 6, nr. 9, p67489-67498, 2020.
VIEIRA, J.S.C. Síntese de catalisadores heterogêneos ácidos e básicos para a produção de biodiesel. Rio de Janeiro, 2017, 144f. Tese (doutorado) – Programa de Pós-Graduação em Engenharia de Processos Químicos. Escola de Química. Universidade Federal do Rio de Janeiro, Rio de Janeiro, 2017.